palestra da Márcia que vai falar um pouquinho pra gente sobre a estratégia de controle e contaminação certo Márcia bem-vinda e obrigada mais uma vez Oi pessoal dividindo a minha tela Você já vem sim só não tá em modo em apresentação ainda agora sim Márcia obrigada Márcia pessoal é muito bom que o Léo apresentou antes porque Ah é muito bom esses vários conceitos que ele trouxe a gente vai utilizar agora então a gente se complementa e e eu trouxe a Stephanie comigo que é a especialista em processos assépticos da ndica tá então vou pedir que a
Stephanie me ajude a responder as perguntas que ela conhece aí tem bastante vivência na área céptica tá bom bom eu sou farmacêutica e me formei na PUC Fiz MBA em em gestão empresarial Black Belt Green Belt tenho muito tempo de experiência aí na Indústria Farmacêutica com área 9 anos na área regulatória 17 anos com qualificações validações e área de qualidade tá eh fui farmacutica responsável de uma empresa multinacional e hoje eh trabalho na nod com consultoria já prestamos serviços para várias empresas como ros novo senta Nestle beringer astrazenica enfim tem vários trabalhos de consultoria que
a gente tem feito e a gente a a Stephan né fez um assessment também numa empresa para cumprimento do do anexo um Foi bastante Bacana esse trabalho deixa eu Minimizar aqui acho que i ser melhor gente pra gente tá na mesma página né Eu trouxe aqui alguns conceitos né O que é contaminação então quando a gente tá falando de estratégia de controle de contaminação a gente tá falando sobre a busca de ã resultados microbiológicos endotoxinas pirogênio e partículas tá e quando a gente tá procurando isso a gente tá procurando isso na matéria-prima nos produtos intermediários
na substância ativa e no produto acabado tá então eh todo o ciclo de de produção tá eh aqui então a gente tem o conceito de controle de contaminação então eu trouxe esse conceito de uma forma aqui mais gráfica para nos ajudar a trazer como a gente tá acostumado com as leituras que a gente tá acostumado então estratégia de controle de contaminação é um conjunto planejado de de controles tá então aqui como eu já disse para ver microrganismos endotoxinas e partículas então isso a gente pode dizer que são os atributos críticos de qualidade do produto né
através de uma compreensão do produto e uma compreensão do processo então ciência baseada em dados e riscos né e na compreensão do produto a gente vai avaliar os atributos críticos de materiais né então os atributos de materiais atributos de componentes e atributos do IFA então através de controles em processos especificações e métodos e compreensão do processo através de determinação dos parâmetros críticos de processo Então as condições de operações e condições das instalações e equipamentos tá eh é um pouco preocupante falar né que a estratégia de controle de contaminação é uma coisa nova né porque desde
lá da RDC 17 A gente já na sessão dois falava sobre prevenção de contaminação microbiana já falava de análise de risco já falava de sistema fechado né lá de 2010 já falava em sistema fechado já falava em monitoramento microbiológico né né ah e na 301 né De novo muito fortemente se fala a respeito de gerenciamento de risco em área limpa e Controle Ambiental E isso se mantém na 658 né então H dizer que não se pode solicitar que exista uma estratégia de controle de contaminação pode ser um risco né Eh dentro do que se fala
no no I né que9 a estratégia de controle de contaminação ela estaria dentro de uma de um esforço maior de gerenciamento de risco de qualidade né então dentro de um guarda-chuva do gerenciamento de risco de qualidade Então você tem lá o seu plano de qualidade colocando todo seu gerenciamento de risco Ah então eu tenho o gerenciamento de risco de fornecedores minha frequência de auditorias ã meu plano de Treinamento Então tudo ISO isso tá dentro do seu gerenciamento de risco e estratégia de controle faz parte desse gerenciamento de risco então o anexo um ele ele traz
orientações e requisitos específicos né de como que a gente deve projetar e controlar as instalações os equipamentos procedimentos e sistemas tudo isso visando então aí a diminuição do risco de contaminação então quando a gente tem ali no anexo um Eh esses requisitos mínimos esses requisitos mínimos já T que ser documentado na sua estratégia de controle tá e eu vou trazer aqui para vocês alguns eh momentos em que não tá exatamente fechado o requisito e a gente pode justificar Tecnicamente na estratégia de controle como que a gente vai agir mas aquilo que já tá fechado ali
isso já tem que entrar na sua estratégia de controle como requisito E aí cascatear isso né e da estratégia de controle pra procedimentos pra instalação de equipamentos pra projetar equipamentos Tá então vamos lá a o anexo um Então traz esses requisitos especiais para minimizar o risco de contaminação e traz as áreas Chaves instalações equipamentos e processos pessoal processos e sistemas de monitoramento e materiais de embalagem então a respeito de H equipamentos eh e e sistemas os equipamentos e sistemas Eles já têm que estar projetados considerando esses requisitos específicos né que nem o Léo falou bom
eu tenho um produto que ele não tem esterilização terminal e que o invas a exposição precisa ser em classe grau A então o projeto do dessa dessa área já tem que est considerando esses requisitos né e considerando a tecnologia apropriada para cumprimento desses requisitos como os isoladores as os RS os sistemas robóticos que o Léo falou lá para liofilizadores né os sistemas de monitoramento contínuo então o anexo um traz que a gente precisa monitorar diferencial de pressão continuamente Então tudo isso já tem que estar projetado considerando esses anexos esses requisitos do anexo um né E
aí cascate todos ess esses requisitos né todos esses critérios de projeto vão por comissionamento para qualificação e para validação né E aí com os resultados de verificação contínua bom eu projetei considerando Aquela quantidade de partículas Aquela quantidade máxima de microrganismos E aí eu tenho os meus resultados né e com base nos meus resultados eu vou fazer análise Anes eh estatísticas desse resultado e eu vou propor melhorias contínuas E aí eu mudo o processo E aí eu fico nesse ciclo de reprojetar que nem o Léo falou né então a gente tá melhorando A gente tá colocando
RS ali então a gente eh vai melhorando o nosso processo então sempre eh pensando no aumento de proteção e das fontes extrínsecas de contaminação que são as pessoas os materiais e o meio ambiente com relação a pessoas né Nós precisamos para nosso processo de pessoas com conhecimento adequado né ali em processo Engenharia e microbiologia né então a gente já contrata com a formação eh mínima que a gente precisa mas é óbvio que a gente precisa de treinamento e a gente precisa de comportamento né Eh pessoas para trabalhar nas áreas assépticas elas precisam ter um comportamento
muito focado e específico a proteção do produto né ah e essas pessoas vão ser qualificadas então você precisa ter uma comprovação documentada de que essas pessoas passaram no processo de qualificação eentão você vai tirar lá Rodac né eh placas de contato para verificar a contaminação realizada por esse pesso por esse pessoal além da simulação do do processo que vai ver o quanto a pessoa tá interferindo no fluxo laminar ali então a gente também vai fazer verificação contínua disso tudo do comportamento das pessoas né durante todo o lote A lote tem ali placas de Exposição eh
placas de exposição do início do final todo monitoramento ambiental e com base nesses resultados a gente pode ter que ter um processo de desqualificação né de ah essa pessoa não está tendo comportamento que que a gente espera então ela precisa de retreinamento e requalificação tá bom eh nós temos o sistemas de monitoramento é então um toc um uma condutividade um diferencial de pressão então tudo isso precisa ser projetado conforme esses requisitos estabelecidos e também comissionados qualificados E monitorados então para manter esse estado qualificado né é necessário a no processo de manutenção e calibração então aqui
eles falam não só desses sistemas mas também do processo todo de monitoramento ambiental né de eh placas e contadores de partícula tá e materiais então Eh Nós precisamos trabalhar com fornecedores qualificados E aí a gente precisa controlar isso tendo níveis de carga microbiana pirogênios adequados para uso então normalmente a gente pede o mesmo nível de part ulas e de Contagem microbiana da área que a gente vai trabalhar né para esses materiais e aí essa liberação para uso e também esse processo de ciclo né de monitoramento ah Quantos lotes desse fornecedor eu tive que rejeitar este
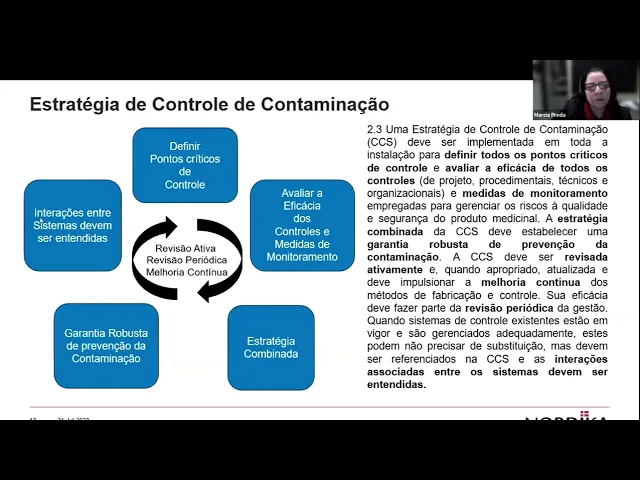
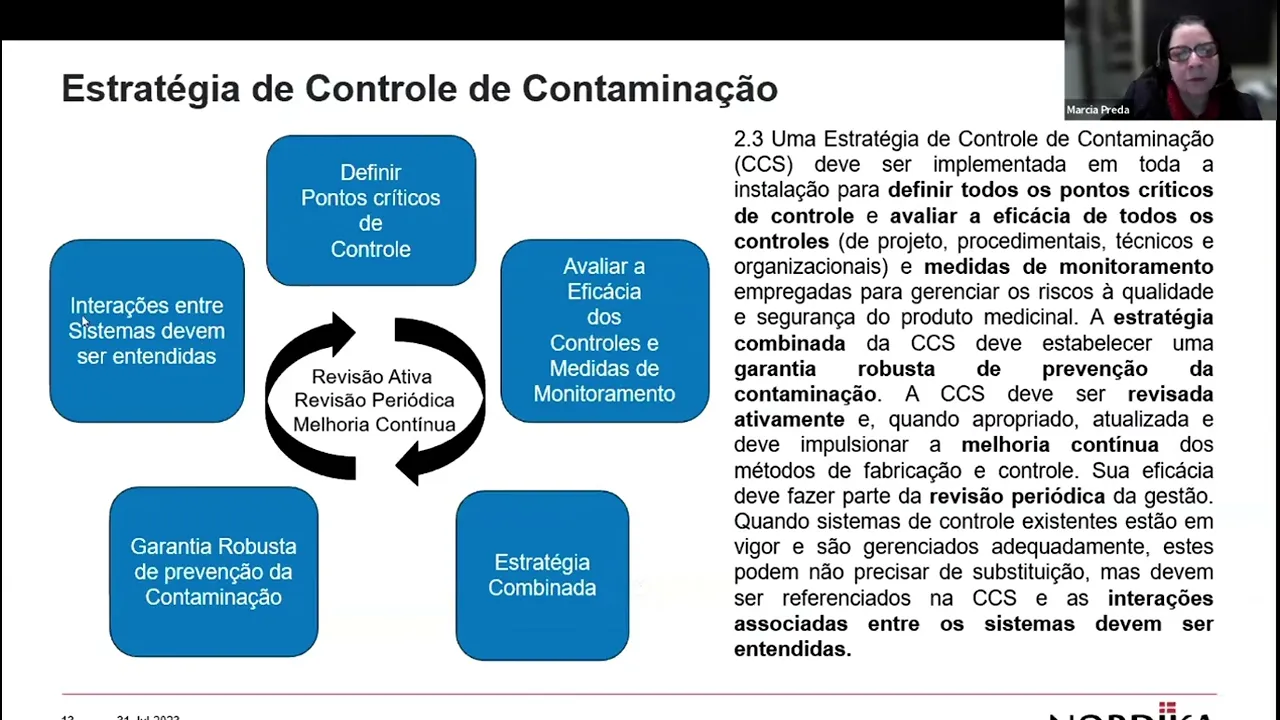
ano né é o caso de desqualificar esse fornecedor ou não então a gente também precisa desse monitoramento né então a estratégia de controle de contaminação ela Visa definir os pontos críticos de controle avaliar a eficácia desses controles com medidas de monitoramento fazer uma estratégia combinada que Garanta uma robusta prevenção da contaminação e é necessário fazer uma interação eh Entre esses sistemas né E que é a simulação da que é o mediafi Né o o antigo mediafi que agora é chamado de simulação eh essa estratégia de controle ela precisa ser revisada ativamente então toda vez que
eu tiver um resultado fora eu preciso revisar essa estratégia de contoles e propor melhorias e eu também preciso vamos supor que num período de se meses no período de 1 ano ou nada aconteceu eu preciso forçar uma revisão periódica principalmente para verificar aí resultados estatísticos de processo e avaliar reavaliar limites para para partículas limites para micro eh e limites de monitoramento de água tudo mais tá Ah então a estratégia de controle ela não nada mais é do que essa etapa dois aqui do gerenciamento de risco né então a etapa um é a identificação do perigo
A análise do Risco e classificação do Risco e a etapa dois é a determinação de Cont controles de risco Então dentro de gerenciamento de risco é essa etapa E ela precisa ser documentada dessa forma né então aqui também o anexo um fala que inclui uma série de eventos e e medidas relacionadas então a gente coloca aqui na cabeça do da espinha de peixe contaminação e aí a gente vai avaliar mão de obra máquina material método ambiente e medidas mas ela eh normalmente a gente avalia e controla monit individualmente esses aspectos mas ela deve ser considerada
de uma forma conjunta né que são as simulações dos processos assépticos do mediafi e o anexo 1 nos traz elementos que deve ser considerados lá na CCS então se você vai escrever lá uma estratégia de controle de contaminação eh a gente precisa colocar aqui dentro desse guarda-chuva todos esses aspectos né todos esses elementos né o projeto pessoal utilidades recipientes matérias primas instalações eh fornecedores então a gente precisa considerar todos esses aspectos limpezas desinfecção esses mecanismos de prevenção as análise de tendências e as análises estatísticas as manutenções e esse ciclo de melhoria contínua então a gente
já falou aqui né da própria estratégia de controle de ter essa revisão ativa e periódica e um convite que o anexo um nos traz é que no nosso processo de controle de mudanças quando a gente faz lá a avaliação dos impactos da mudança normalmente né a gente já fazia Impacto regulatório impacto em qualificação e validação procedimento segurança do operador isso era o que normalmente tinha lá no nosso procedimento de controle de alteração então o anexo um traz a necessidade da gente incluir mais um picular de análise que é analisar a estratégia de controle de contaminação
uma coisa bastante importante também que o anexo um traz que é uma mudança de filosofia para o pessoal que faz eh processo de esterilização terminal né que não se deve depositar toda a confiança da esterilidade no processo terminal e no teste do produto acabado então não adianta falar assim ah mas daí eu vou esterilizar terminalmente e meu produto no final vai tá estérel então eh é necessário controlar todas as entradas para ter certeza da saída né então quando se valida um processo nós estamos validando a estratégia de controle determinando todos os parâmetros críticos de processo
especificações de materiais monitoramentos e controles em processo para você ter certeza da saída Então você vai controlar aqui né todos os seus atributos produtos críticos de materiais controlar todos os seus parâmetros críticos de processo para ter certeza que você vai atingir os seus atributos críticos eh do produto aqui então em termos de Pilares do gerenciamento de risco a avaliação de risco deve ser baseada no conhecimento científico que é o que próprio anon Traz né de conhecimento do processo do produto e última instância vincular a proteção do paciente e o nível do esforço e formalidade da
análise da da documentação dessa Gestão de Risco depende eh tem que ser proporcional ao risco então com relação né ao que diz lá o o i q9 a respeito da formalidade da análise de risco nós devemos considerar quanto maior A incerteza complexidade e importância do processo maior deve ser a formalidade da documentação do das dessa análise de risco então considerando que nós estamos eh considerando um alto risco ao paciente de não ter um produto estérel né de levar aí o paciente a uma sepsemia então a gente tá falando de um alto risco de importância então
a gente precisa de um alto nível de formalidade e por isso que o anexo um fala tanto da documentação dessa estratégia de controle e aí também né O que traz o iq9 é quando você fala quando tem um alto nível de formalidade Isso significa que você tem que passar por todas as fases ali do gerenciamento de risco né daquela daquele gráfico que eu mostrei para vocês né de passar pelo pela avaliação do Risco estabelecer os controles do Risco revisar o risco e comunicar e nós precisamos ter um relatório todos os instrumentos de gestão que fala
lá no iq9 ter uma equipe multifuncional que tá vendo aqui que na baixa formalidade uma pessoa sozinha faz a análise aqui a gente precisa de uma equipe multifuncional e de um facilitador com experiência no processo de gestão e no processos assépticos com relação à análise de risco nós podemos utilizar várias metodologias né eh espinha de peixe Matriz causa efeito gute femeia Mas independente da ferramenta que a gente for utilizar a gente tem como objetivo identificar Quais são os atributos críticos de materiais né identificar e classificar com quanto ao risco identificar e classificar os parâmetros críticos
de processo né O que que a gente vai controlar o que que a gente eh vai monitorar então estabelecer a estratégia de controle então é a estratégia de controle cont de contaminação não é diferente disso né E a minha proposta né é que se utilize a ferramenta de femeia para documentar a estratégia de controle por quê Porque a gente eh a vantagem de utilizar o femeia é que a gente consegue deslembrar os processos complexos em etapas gerenciáveis né a gente se baseia na compreensão do processo do produto que é o próprio anexo PED a gente
identifica Quais são os modos de falha os efeitos desse modo de falha e aqui a nossa grande preocupação é com a os aspectos microbiológicos eh e a gente define os métodos de controle então aqui né Aqui tem um modelinho do femeia Então a gente tem as etapas os potenciais falhas os efeitos da falha e aqui a gente coloca então Eh os aspectos microbiológicos os as potenciais causas e aqui os controles Aqui estão todos os requisitos do anexo um de controles tem que est documentado aqui tá E aí a gente trabalha a gente vai ter o
RP a gente trabalha com recomendações responsabilidades Quem é responsável para fazer quando e a gente vai de novo Eh avaliar a severidade ocorrência e infecção para ter o rpn final Então como fazer né a gente monta equipe multidisciplina a gente dá mão dessas pessoas postites de uma cor pro que pode dar errado de outra cor pros controles E aí dá um anexo na mão dessas pessoas para que elas já coloquem ali os controles no anexo um E aí a gente coloca eh para cada etapa do processo eh a gente vai fazer uma espinha de peixe
então começando lá desde o recebimento eh até a a exposição do produto né então a gente coloca o que pode ser errado aqui US o efeito da falha aqui o seas o que pode dar errado a gente coloca aqui e a gente vai avaliar severidade ocorrência e detecção e aqui os requisitos né controle os requisitos do P então Eh quanto maior aidade vai ser maior o risco quanto maior a ocorrência vai ser maior o risco e quanto maior a detecção menor o risco então detecção a gente colocar a numeração ao contrária tá bom e severidade
ele tá ligado ao paciente então normalmente não muda essa classificação quando o risco é mitigado e a gente trabalha nas análises de risco para diminuir a ocorrência e para aumentar a detecção a gente tem que ter saber né que isso é um processo eh subjetivo né então cada participante pode ter uma diferente perspectiva dos perigos das classificações Então a gente tem tentar deessa subjetividade né E tem que a proteção do paciente deve ser a nossa prioridade eh que são classificações ruins né então assim eu coloco aqui est usar um Severo impacto na qualidade alto significante
diferença significante ah moderado tiver menor Impacto baixo não tiver nenhum menor Impacto é moderado ou é baixo aí muito difícil classificar já é se você não tiver uma classe Clara fica mais difícil ainda há 10 anos ATRS primeiras [Música] fuaa número é muit a gente ah doando Melhores Até e a gente consiga priorizar asações então aqui é um exemplo boção então coloca lá coloc inária reclamação a poção tá probabilidade frequência de tempo semanal vai ser cada anos então mai automatizado um controles vai ser troles tenho controle nem tem processo tem nenhum tipo de possível de
detectar então mai risco tá aqui é o conceito de estratégia de controle do instu basicamente mes contaminação trendo aqui vocês verem é o que a gente já conhece análise de risco né eh e a esse conceito de expectativa com análise de risco é reduzir os riscos a nveis aceitáveis nunca justificar o mprimento ou aceitar o risco a saúde do paciente eh existem pontos que precisam ser documentados na estratégia de risco conforme o requisitos que já estão muito claros já trouxe aqui vários deles eh e existem outros que existe uma abertura de justificativa estat de controle
como falou já né então lá para utiliz isoladores se você não for utilizar você precisa de uma justificativa na sua estratégia de controle e não justificar isso não utilizar justificar is na estrat de é bem difícil né Então a gente vai ter que aí utilizar placas ativas placas passivas durante o processo placas ativas depois do processo toda sua todo seu fio toda a sua vestimenta você vai ter que montar aí um passo a passo porque você pode não utilizar e isolator uma outra coisa é que eles não determinam exatamente eh Quais são os limites de
criticidade de referências de pressão e os pontos então tudo isso precisa est documentado na sua estratégia de controle de Quais são os pontos de monitoramento eh é necessário colar também na estratégia como os qual vai ser a reação dos operadores para alertas né que nem falou anuel só ficar fazendo um monitoramento precisa estabelecer o que que eu faço com isso né Qual que é o meu procedimento qual é a minha reação e quando você colocar alarmes bom só vai alarmar depois de 10 segundos abaixo de um diferencial de pressão eu preciso também justificar que isso
não vai causar uma entrada de ar no seu sistema eh esse diferencial de pressão está por porque se você não coloca esse atraso fica alarmando toda hora né mas você precisa justificar esse alarme o temp do alarme eh como o Léo falou né os isoladores abertos precisam estar em circundante C e os zadores fechados em D Ah e se não for assim você precisa justificar também com base em dados com base aí nos estudos de padrão de fluxo diar e ausência de ingresso de ar né além de outras coisas como bi descontaminação você não tá
quebrando aí o fluxo de ar né desse primeiro ar todos os seus mecanismos de transferências então assim vai ficar bem difícil eles abre que você pode justificar isso na sua estratégia de controle né de não utilizar essa regrinha mas precisa ser muito bem justificado Tecnicamente tá eh o RS da mesma forma né então você precisa de um grau B então se você não for utilizar isso também precisa justificar incluindo os estudos de abertura de porta e a ausência do ingresso de ar eh e você tanto para os isoladores quanto para rabis a gente precisa determinar
uma frequência de substituição das luvas né E isso isso é muito importante porque às vezes se você percebe uma um problema né de integridade de luva no final do processo isso te dá um mega desvio de de como que você ah justifica que essa falta de integridade não afetou a qualidade do seu lote né então Eh é importante a gente ter uma preventiva de troca de luvas e essa preventiva eles né de de substituição tem que ser definida Nossa estratégia de controle e esse tempo normalmente é uma recomendação do fornecedor Mas você também pode gerar
dados históricos aí de Ah porque você faz integridade da luva lote A lote né na rotina de liberação da linha de liberação do lote eu tenho aqui um videozinho depois vocês podem pegar para ver a respeito de luvas eh a gente tem aqui a tabela que a gente no passado né ou até aí na instrução normativa eh 35 tem valores eh para o a em repouso e operação aqui para partículas maiores que 5 micras bom partículas maiores que 5 micras é muito grande né então a expectativa é que seja muito baixo mas ele não especifica
e nem eh grau D aqui para também não é especificado então ele pede que lá na estratégia de controle você documente qual vai ser o seu limite baseado em dados históricos e Estudos estatísticos aí fazendo eh control chats tá e estabelecendo limites de controle eh as anticas Isso é uma briga né que nem o Leo falou ah gente é o ideal você colocar um mal de saída o mal de entrada né Eh uma antic câmera de entrada de materiais uma antic câmera de entrada de pessoas e uma antic câmera de saída Então isso é o
que você precisa projetar você precisa você vai fazer um projeto projeta dessa forma mas ele fala aqui que você se você não tiver isso você pode fazer um procedimento e considerar o seu tempo de recuperação né então esse tempo você assegurar que pelo tempo de recuperação né su seu a sua antica tá eh Nas condições eh de critério de aceitação né para partículas para diferencial de pressão e tudo mais e aí você estipula esse tempo em procedimento mas gente na vida real Como que a gente controla isso né Eh vamos ter que ter logbook de
antic câmera né e ter certeza de que o operador respeitou esse tempo de recuperação né então é bem complicado isso na prática o melhor realmente é projetar para que haja eh os as antic câmeras de pessoal e de material eh separado né uma outra coisa importante a gente tem lá tudo né nessa estratégia de controle a gente precisa eh planejar muito bem né a área séptica precisa ser muito bem planejada Então você já precisa ter uma lista de materiais e equipamentos aprovados né O que que eu vou entrar ah eu vou entrar com duas as
pinças uma chave de fenda já tem uma listinha lá de de peças que você vai precisar na sala Ah mas aí tô lá no meio do processo caiu uma pinça no chão né o que que eu faço então ele abre aqui que na sua estratégia de controle você já precisa ter um processo estabelecido de limpeza e desinfecção dessa pinça adicional aí que você precisou de uma alguma coisa de manutenção que você tem um processo de esterilização né desse desse material que vai entrar mais né ah você vai ter que ligar para alguém e pedir uma
pinça mais então essa pinça mais precisa ter um processo de limpeza e desinfecção validado né para suportar que você colocar lá na sua estratégia de controle ah caso necessário eu possa entrar com os materiais mas esses materiais precisam ser Ah também ser muito bem controlado né eh velocidade né o Léo também falou que a velocidade que a gente tem lá de 0,36 a 0,54 eh tem um valor de orientação né então eu tava até discutindo com a stef falei nossa ST Mas se não tiver na faixa né bom você vai ter que eh projetar esse
fluxo de áa ncional com essa velocidade né então Você projeta com essa velocidade Nossa qualificação de projeto já vai ter esse critério de projeto né que você vai qualificar o seu projeto considerando isso no seu na sua qualificação de operação você já vai ter buscar esse critério né também então Teoricamente você vai ter falhado tanto ali na qualificação de projeto quanto na qualificação de operação você não cumprindo com essa faixa né mas aí você assume o risco de ir para frente mesmo não cumprindo com critério e vai fazer lá os testes de fumaça e vai
fazer os testes microbiológicos correndo o risco né Aí ele fala que você pode justificar cientificamente então justificar cientificamente com base em dados pessoal então você vai ter que ter ali um teste que nem o elé falou ter que provar que mesmo não tendo a velocidade eu consigo um fluxo unidirecional e eu consigo resultados microbiológicos que passam mesmo sem a velocidade meio difícil né Ahã requalificação Então a gente tem a regrinha da requalificação lá na a e b a cada 6 meses C e D A cada 12 meses se já não deu bom né a velocidade
lá na qualificação a gente já justifica de não fazer na requalificação não faz sentido né E aí ele abre aqui de substituir então a velocidade pelos testes de recuperação então o estudo de de Recuperação é a determinação do tempo para que as contagens de partícula atinjam os limites de quantidade de partículas em repouso após a simulação de um processo eh desinfetantes desinfetantes que vão entrar na áreas grau A e B precisam ser esterilizados né Isso é um requisito e você pode colocar na sua estratégia de controle se os desinfetantes das áreas grau C e D
também vão precisar ser esterilizados então aqui de novo né aquela mudança de mentalidade de que ah grau C grau D esterilização terminal não preciso esterilizar então Eh vamos né a implementar assim a prática de esterilizar desinfetantes aqui né a gente tem um exemplo do ALC isopropílico que a gente eh faz a filtração a 022 micras né pra gente tá com uma carga microbiana baixa mesmo naqueles produtos de esterilização terminal utilidades eh a gente já tem requisitos lá para qualificação na asma bpe para rugosidade deran habilidade material de construção tem outras coisas como solda soldador nr3
pata morta Então tudo isso tem que ser considerado lá nos controles das utilidades eh eu realmente não então abriria Um item para isso só eh referenciar uma análise de risco dos sistemas de utilidades que a gente já tem né A gente também tem lá do ar comprimido Ah e de outras utilidades né ah mas o plano de monitoramento esse sim precisa estar documentado no CCS tá eh isso já eles dizem né que que o programa de amostragem tem que incluir a eh todo todas as amostragens lá no CCS e tem que garantir né que a
gente vai fazer pelo menos uma amostra a representativa todos os dias da água tá ã itens pessoais como a loj joias então tão hum não são permitidos né e dispositivos eletrônicos específicos podem ser permitidos como um tablet né um celular mas a gente normalmente dedica esses dispositivos paraa sala né e Eles também precisam passar aí para um processo de limpeza e desinfecção eh o a estratégia de controle pode definir a necessidade de luvas luvas e máscaras adicionais e deve o o a estratégia de controle eh também deve identificar aqueles produtos que mesmo que eles estejam
tenham esterilização terminal eles apresentem aí um risco ah incomum de contaminação Então ele pode aumentar muito a sua Flora se a o enchimento for lento se o recipiente tiver um um gargalo muito largo então normalmente né aqueles produtos que eu faria ah a manipulação num grau C pode ser que eu venha a mudar né a minha estratégia de controle para fazer num grau a né Eh eh processamento asséptico gente processamento asséptico é muito crítico e não tem jeito todas as etapas do processamento asséptico vai ter que fazer ali a espinha de peixe e ver todo
todas as etapas como que a as estratégias de controles precisam ser definidas tá a esterilização a validade da esterilização é anual né e as piores cargas precisa ser anual e as outras cargas precisa de ter uma justificativa ali na estratégia de controle ah filtração né a é preciso colocar ali na estratégia de controle Onde que vai ser o seu ponto eh o seu último ponto de filtração e tem que ser o mais próximo possível do ponto de invase tá então is também está ali documentado na estratégia de controle então além né de considerar a redundâncias
de do filtro terminal e testes de integridade redundantes também né a gente vai sempre considerar essa de integridade para liberar a linha e depois do do processo para liberar o lote ã E aí a necessidade de ter esse filtro redundante para caso tenha alguma problema de integridade a gente não perca o lote eh existe a necessidade de um estudo de duração eh do filtro com relação ao seu tamanho de campanha então normalmente a gente faz esse estudo do filtro com o fornecedor do filtro existem empresas que estão desenvolvendo né essa tecnologia também para fazer internamente
mas a gente precisa depois né de que o filtro passou por essa campanha testes de integridade extraíveis lixi viáveis Ah para avaliar a qualidade desse filtro tá a gente tem esse sistema de filme né de formação do filme Ah e selagem então a gente precisa ter procedimentos que assegurem aí toda a parte de qualificação do fornecedor desse filme ele é um material né de embalagem primário então ele precisa ser qualificado e ter especificações eh com relação a à a esterilidade e a integridade desse material aí Ahã a gente vai precisar também colocar na estratégia de
controle eh a avaliação da qualificação disso com eh limites para zonas críticas monitoramento ambiental vestimento do pessoal a integridade dessa linha de invase eh utilizando essa tecnologia eh duração da campanha o controle dos filmes O cip o zip desse equipamento e a operação da máquina e como que a gente reage para alarmes e não é diferente pros frasquinhos né a diferença do frasquinho é que a gente vai controlar o granulado né que vai ah gerar aqui o filme de polímero e uma coisa diferente pros frasquinhos é que esse sistema de ah eh tornar líquido aqui
né o o granulado Esse sistema de extrusão ele já é bastante quente e pode ser uma garantia de qualidade de esterilidade desse filme que vai ser formado por sopro Então esse ar também tem que tá estérel aqui para soprar para esse frasco tá estéril eh paraa formação então Eh é necessário Esse estudo para ver se esse processo de extrusão já esteriliza esse frasquinho tá pro invase E isso também tem que tá lá documentado na sua estratégia de controle eh pli ofila do mesmo jeito que o processo asséptico a liofilização também vai ter que ter todos
os passos ali document na estratégia de controle passo a passo tá espinha de peixe e colocar depois no femeia o passo a passo eh aqui tem um pouco também do que o Léo já falou sobre a necessidade de sistemas automatizados de carga e descarga para minimizar a intervenção dos operadores eh existe essa recomendação E se você tivesse sistemas automatizados e protegidos você pode diminuir a frequência de esterilização e justificar isso no CCS mas se você não tiver isso eh se você se for manual Você vai precisar fazer esterilização antes de cada carga né Eh sistemas
fechados Então a gente vai ter que fazer testes de integridade esses testes de integridade vão ter que est na sua no seu controle também de contaminação né os sistemas únicos né Eh a gente tem os riscos né de interação da superfície de contato do produto por adsorção lixiviação E extraíveis então isso precisa tá lá na sua estratégia de controle de que isso foi visto essa interação a natureza frágil do sistema a complexidade de operação dos materiais a complexidade de montagem os testes de integridade pré e pós-uso o risco de furos como é que você vai
mitigar esse risco de furo como é que você vai mitigar o potencial de comprometer a o o sistema com a abertura da embalagem externa eh como que você evita riscos de contaminação Então tudo isso tem que tá todos esses Passos tem que tá lá como identificado como risco e você colocar qual que vai ser sua estratégia de controlar esse esses riscos sbre ponto de vista geral aqui no capítulo geral a gente precisa Então fazer o monitoramento ambiental e o monitoramento ambiental tem que est documentado também na sua estratégia com né partículas viáveis não viáveis eh
temperatura a o miaf Né o sistema de processo asséptico e também as suas análises de tendência paraa revisão desses eh desses limites né conforme controle estatístico eh Então como a gente já falou né os níveis de alerta e de ah de ação precisam sair com base em tendência e análises estatísticas ah e uma coisa específica né Às vezes a gente tem que justificar de diminuir o nosso controle de partículas eh não viáveis pelo aumento de viáveis porque às vezes a gente tem produto usou a materiais ali em suspensão que pode danificar o nosso contador de
partículas então a gente pode justificar de diminuir a monitoramento de partículas aumentando partículas não viáveis aumentando o de viáveis eh nós eh podemos eh nós temos que fazer né o monitoramento microbiano durante todo o processo asséptico com placas ali de de sedimentação e a gente tem que fazer monitoramento de todas as superfícies eh e ao final de cada operação e isso tem que também tá documentado na estratégia de controle como eu falei né Não só na estratégia de controle mas is tem que virar procedimento da área treinamento pro pessoal tá eh nas áreas em que
a operação manual né da as áreas grau a e grau B é necessário também o monitoramento das vestimentas isso também precisa est documentado lá na CCS Eh toda a parte de simulação do processo asséptico também tem que est dentro do do CCS né como que vai ser essa rotina como é que ele vai ser feito eh e a a quantidade né Às vezes a quantidade das das amostras na no na simulação do processo acético às vezes é uma briga né Então quando for um lote menor do que 5000 unidades o tamanho tem que ser todo
o lote e se ele for maior de 5000 unidades aí a gente tem esse tipicamente mínimo de 5000 a 10.000 unidades que vão ser preenchidas para fazer a simulação só que às vezes né a gente tem um lotes ali de 2 3 dias então é importante né doc tá cientificamente de que a simulação é representativa em número de dias número de turnos e todas as interferências de processo que a gente for fazer tá eh aqui é uma coisa específica que a gente já falou lá do Capítulo 10 de controle de qualidade que os limites eh
microbianos de partículas endotoxinas e pirogênios precisam ser estabelecidos para as matérias primas é isso pessoal deixa eu ver aqui temos 10 minutinhos para perguntas Márcia Fique à vontade para acho que a Stephanie já deu uma ajuda aqui muito grande com que o Enem né Ah Que ótimo obrigada Stephanie Mas sté se você quiser abrir aí a o áudio por favor e e respondendo as perguntas por favor eu tinha respondido a Denise para porque ela tinha falado em relação a estudo de abertura de porta aí para ela detalhar pra gente melhor se seria em relação à
recuperação de área ou se em relação à invasora para estudo de fumaça para ela poder eh detalhar melhor a dúvida dela e o Leôncio também mandou uma agora e se ele conseguisse ele falou assim em relação a extraíveis e lixiviáveis e a quantidade de filtros em caso de esterilização por filtração Qual a quantidade de filtro que não impactariam na qualidade do produto a entender também um pouquinho com ele porque uma coisa a gente falar de esterilidade né de processo asséptico e outra coisa de impacto de qualidade no produto em relação a aspecto físico-químico a Denise
mandou aqui ó em relação a abertura de porta de envasadora aí você fala em em relação a estudo de fumaça Denise vamos ver se ela manda aqui ela disse que sim Stephanie sim teste de fumaça ah tá eh hoje né no estudo de fumaça você precisa simular todas as suas intervenções Que você realiza no processo né então se você precisar abrir a envasadora para fazer um abastecimento ou pegar algum frasco que caiu isso tudo você precisa simular com o teste de fumaça até para você condicionar o seu operador naquela item que a Márcia falou em
questão de cultural né então se você tem processos que isam muita intervenção operacional você precisa simular essas intervenções operacionais né até para você identificar como tá sendo feita essa intervenção em relação ao fluxo do primeiro ar então conduzir uma abertura de porta eh mais delicada passar treinamentos de condição operacional para ele fazer uma intervenção sem fluxo de quebra de primeiro ar e isso o estudo de fumaça consegue te trazer porque você consegue ter um um você consegue visualizar né então algo que a gente não vê que o Léo até brincou né eu fico imaginando como
que o microrganismo chega né na no equipamento então o estudo de fumaça consegue mostrar pra gente uma forma facilitada e mais visual de como que esse fluxo laminar tá chegando tá então eh todos as intercorrências que você eh vai extraindo até das da sua própria simulação de processo asséptico você consegue fornecer um banco de dados para você simular no seu estudo de fumaça não sei se Ficou claro ou se você tem alguma dúvida mais específica em relação a isso acho que tem mais algumas perguntas né li tem sim tem tem se a gente for considerar
as 11 horas 4 minutos no meu relógio tá bom acho que dá para aqui ó na visão de vocês se temos em procedimento as ações de mitigação para reduzir riscos de contaminação no CCS precisaríamos repetir essas tratativas ou poderíamos apenas referenciar Ô kéber vai depender da sua estratégia Mas não tem problema algum que você referenciasse se você já tem isso definido bem embasado com os riscos todos mitigados e quais são os planos de ações que você tem para cada risco não tem problema nenhum fazer essa referência tá aí tem o a Antônia falou no caso
de forçar limites de controle de contaminação pode dar um exemplo eh você fala Antônia de material de de Qual item específico que você queria um exemplo em relação a esses limites é eu acho que é o seguinte Antônia eh a gente vai ter resultados né de monitoramento e aí a gente vai eh esses resultados num numa análise estatística ali de Controle estatístico de Processo sabe e a gente vai colocar ali o quantidade de sigmas tal para estabelecer limites de controle tá eh esse esse de lei de alarme eh V vou vou indo aqui tá stepan
esse de lei de alarme é assim ó eh o o pessoal de automação né ele sempre colocam assim ó eh por exemplo diferencial de pressão precisa eh ficar 5 segundos eh abaixo né com esse resultado para eu alarmar né então se ele ficar assim ó tipo é seis o limite e ele ou é 10 né é 10 o limite e e ele atingiu nove então se ele atingiu nove por um segundo e sobe para 10 ele não alarma né então assim ele vai ter que ficar por 5 segundos em nove para alarmar e isso você
tem que falar assim ah mesmo eu ficando com 5 segundos em nove eu não tenho essa entrada de ar no sistema é isso tá responder mais uma Márcia e aí a gente encerra para ir pro nosso intervalinho eh eu eu falei são normalmente a gente coloca ali eu já citei os exemplos na visão de vocês quantos pontos de atenção acho que eu não entendi Stephanie você conhece sabe esse maiores pontos de atenção paraa paramentação qualificação eu acho que ela quer que a gente fale né aí ela pode até corrigir a gente aqui Quais são os
pontos de maior atenção pra gente destacar dentro do CSS relacionada a pessoal né ela deu exemplo paramentação qualificação e eu acho que sim Você tá certa paramentação qualificação treinamento e Um item também que é importante que o pessoal esquece é de desqualificação né então quando o operador ele eh não atinge os seus critérios de qualificação de certificação de roupa e tudo quais vão ser os procedimentos né os planos de ações que você vai ter relacionado a essa pessoa então esse é um ponto também é importante para você destacar aí no no seu CCS Tá Renata
Ah uma coisa também importante que não tem normalmente a gente vê que não tem é um processo desqualifica com resultado de monitoramento então a pessoa foi qualificada passou você fez o rodax tudo da pessoa ela passou ela entrou no processo aí você começa a ter um resultado de monitoramento alto aí você tem que desqualificar você tem que ter um procedimento para desqualificar a pessoa ao que deu né Acho que s heer intervalo a gente tá no tempo certinho da nossa programação né então Márcia muito obrigada Stephanie Obrigada pelo apoio aqui também bem-vinda de volta ativa
né Depois da sua