eu né Eh dos dos últimos anos em relação às principais eh não conformidades detectadas nas inspeções de boas práticas de fabricação de medicamentos no município eh eu me chamo Tatiana sou farmacêutica de graduação eh sou eh funcionária aqui da Vigilância Sanitária do Município de São Paulo eh atualmente Sou coordenadora do núcleo de vigilância de medicamentos e inspetora eh em boas práticas de Fabric de medicamentos insumos farmacêuticos já 13 anos indo pro 14º sempre aprendendo bastante queria destacar que né com essa apresentação eu tô representando hoje a covisa não há conflitos de interesse em relação a
às informações prestadas elas são de cunho técnico né para para auxílio realmente do segmento eh só como tem né bastante participante eh e acredito que não não são todos que né me conhe né a covisa no município de São Paulo só para para contextualizar eh aqui nós estamos na coordenadoria de vigilância em saúde que está associada à Secretaria Municipal de Saúde né da cidade de São Paulo é um dos departamentos da da Coordenadoria é a divisão de vigilância de produtos e serviços de interesse à saúde a qual o núcleo de vigilância de medicamento faz parte
e dentre várias atribuições do núcleo uma delas é é está está relacionada à inspeção em indústrias farmacêuticas e farmoquímicos do nosso arcabouo também não é novidade para vocês né a gente tem aí a o Marco da Vigilância Sanitária né a lei federal 636 076 o município tem a a sua legislação própria que institui né Eh o código sanitário que nos dá a atuação do Poder de polícia e a atuação fiscalizatória em estabelecimentos regulados e a gente tem uma série de eh regulamentações eh estabelecidas pela Anvisa pelo seu papel né que nos permite avaliar o cumprimento
das boas práticas de fabricação a as principais que eu gostaria de destacar aqui são a RDC 658 de 2022 né que dá as diretrizes Gerais de boas práticas de fabricação de medicamentos e suas instruções normativas associadas e em alguns casos específicos principalmente para produtos biológicos nós utilizamos a RDC 654 de 2022 complementar dentro de uma avaliação de fiscalização eh não é novidade que o objetivo fundamental de qualquer inspeção avaliação regulatória é evidenciar né que as atividades eventos processos condutas podem ser reconstruídos eh são são rastreáveis as informações né em relação a quem fez o que
quando onde e porqu dentro desse cenário queria destacar né o município de São Paulo tem uma uma grande Gama de estabelecimentos né é um grande desafio fazer vigilância sanitária no município a gente tem cerca de 3.300 eh drogarias cerca de 400 Farmácias de Manipulação 37 indústrias de medicamentos e insumos farmacêuticos eh 1700 distribuidoras cerca de 15.00 transportadoras então o nosso o universo da cadeia de medicamentos ele é é bem significativo e complexo num município desse tamanho falando um pouquinho né do cenário que a gente tem dos Fabricantes no ano de 2024 temos 28 indústrias licenciadas
sendo que um pouco menos da metade da dessas indústrias elas estão associadas à fabricação de produtos estéreis né E que é um tá muito associado com o tema de hoje do anexo One e temos sete empresas que fazem insumos farmacêuticos ativos no município alguns Associados à fabricação de produtos estéreis E aí antes da gente né discutir um pouquinho de né Não conformidades eu queria trazer alguns pontos né de quando a gente teve a publicação do marco regulatório que foi a 301 em 2019 eoas instruções normativas e a 301 depois mas ela foi revogada em 2022
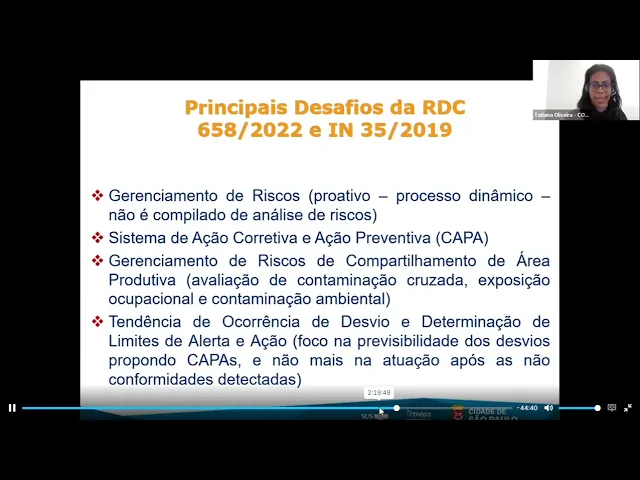
pela RDC 658 a gente trouxe algum a algumas alterações significativas né no cenário brasileiro de fabricação de medicamentos e eu queria destacar alguns pontos então em relação a isso a gente tem primeiro a questão do gerenciamento de risco e quando a gente fala de gerenciamento de risco a gente não é o sinônimo de análise de risco né Eh gerenciamento de risco não é um compilado de eh de análise de risco de né de de instrumentos atuados mas sim um processo dinâmico proativo de entendimento né e mapeamento de todo o processo de todo eh de todos
os possíveis modos de falha que podem estar Associados a uma área a um processo a um produto e o estabelecimento de medidas de controle desses possíveis modos de falha Então não é uma uma análise de risco né não é um simplesmente fazer uma análise de risco eh e AD desse processo de gerenciamento de risco vai ser necessário a aplicação de sistemas de né de de capas de eh ação corretiva e ação preventiva e por que que eu destaco isso porque esses processos né esses capas eles devem ser efetivos para tanto eu tenho que ter desenhado
tenho que ter identificado né construído adequadamente todo o meu processo de gerenciamento de risco identificado os itens que devem ser trabalhados que são mais críticos dentro do meu processo para que eu tenha capas efetivos e principalmente evite né situações que Tragam riscos inaceitáveis ao usuário final do produto eh além disso a gente tem o gerenciamento de risco de compartilhamento de áreas produtivas né aonde aqui a gente traz eh eh na prevenção da contaminação e aí a gente vai avaliar tanto questões associadas à contaminação cruzada como exposição ocupacional e contaminação ambiental né Lembrando que um dos
principais expoentes eh do gerenciamento de risco de compartilhamento são os limites de Exposição baseados em saúde né os Labs e a gente tem como representante importante o pde que dentro do cenário atual que nos encontramos né Toda a transitoriedade estabelecida na RDC 658 de 2022 já se encerrou eh outra questão são as tendências de ocorrência de desvio e determinação dos limites de alerta e de ação Alguns podem pensar mas eh Tati Isso não é um tema novo né RDC 17 já falava um pouco sobre a questão de limite de alerta e de ação mas quando
a gente olha para RDC 658 de 2022 e a a in 35 de 2019 eh ter né a eh estabelecer eh tendência né controlar a tendência diversa de dados ter a determinação adequada de limites de alerta e de ação a gente tem como foco a previsibilidade dos desvios né propondo capas efetivos Então a gente tem a a obrigatoriedade pensando como sistema de qualidade farmacêutica de não ter ações reativas e corretivas mas sim eh sempre com foco na prevenção então pensar ainda em estabelecimentos que estruturam as suas práticas na atuação após a detecção de não conformidades
vai totalmente em desacordo com o estabelecido no sistema de qualidade farmacêutica destacando né as questões de limite de alertas de ação e por que que eu fiz questão de destacar porque na hora de fazer essa apresentação e puxar o compilado das não conformidades né e avaliando relatórios eh anteriores uma prática que a gente vê com muita recorrência é que a empresa estabelece o limite de alerta em si da especificação né do critério de especificação para aquela área né para aquele processo o limite de alerta é um limite de alerta empírico aleatório né não usando os
dados eh gerados no processo de forma proativa né para para pra definição da da das decisões sobre práticas né liberações de produto entre outros e eh é importante destacar que o limite de ação ele ele é um critério estabelecido que exige acompanhamento imediato e Ação corretiva quando é cedido mas que o limite de ação ele não deve ser especificação ele tem que ser um ele tem que ser um limite estabelecido abaixo do valor da especificação para que se Tome uma ação que Evite a a ocorrência de um resultado fora de especificação senão não faz sentido
ter limite de alerta não faz sentido ter limite de ação lembrando também que o limite de alerta ele é é um critério estabelecido que dá um alarme antecipado do desvio potencial de condições normais que não necessariamente vai ensejar a empresa a adoção de uma ação corretiva mas vai requerer ações de acompanh acompanhamento Então não é né quando eu identific um limite de alerta não é para empresa colocar na Sua documentação Ah isso foi pontual eu não preciso me preocupar é para ser startado a partir da avaliação desse limite de alerta ações de acompanhamento para evitar
o quê que eu tenha né um um aumento progressivo dessa tendência diversa e consequentemente Em algum momento eu vou ter um resultado fora de especificação além disso a gente fala do sistema de gerenciamento de controle de mudança né Ele é um dos pilares do I que 10 que estabelece o sistema de gestão de qualidade farmacêutica e que foi incorporado né pela RDC 301 e mantido pela RDC 658 de 2022 aonde né os controles de mudança eles devem ser prospectivos né Eh uma vez tanto e estabelecidos tanto para melhoria contínua dos processos quanto né nos momentos
a quais são evidenciados tendências negativas no processo né pode ser até através da identificação de desvios que nos leve à propositura de um controle de mudanças devidamente documentado devidamente estabelecido para manter né o status de qualidade né de validação dos meus processos de qualificação dos meus equipamentos sistemas Associados a esse processo mantendo a qualidade do meu produto eh lembrar da qualificação de fornecedores e autoinspeção que eu quero destacar aqui é que a iação de fornecedor e autoinspeção toda a sua definição de prática do que será feito das avaliações em loco que devem ser feitas elas
devem ser estruturadas com base em gerenciamento de risco né Não pode ser eh não pode continuar sendo uma avaliação que é empírica né Eh eu para isso eu faço porque é matériaprima se é prestadora Eu não avalio é só documental ou para isso né como tá no exterior também só vai ser documental isso não é mais uma prática aceita eu preciso ter o gerenciamento do de risco ali pro por trás estabelecendo e estruturando todo o meu processo de qualificação a revisão da qualidade do produto ela não é propriamente né uma novidade na RDC 658 mas
ela nos traz eh eh uma uma característica importante porque ela é enxergada como ferramenta de qualidade do sistema de qualidade farmacêutico tem tem um diagrama muito interessante do iq10 que que que mostra isso né Ela é um dos pilares um dos elementos é qualificadores do sistema da qualidade farmacêutico e que auxilia a empresa na tomada de decisão o próprio processo da documentação e aqui né eu abro um parênteses quando a gente fala da documentação a gente vai tá associado aos conceitos de integridade de dados e também não é uma novidade né se a gente olhar
RDC 17 de2 e 10 ela tratava de vários pontos eh de forma eh esparsa né em diferentes capítulos títulos distintos mas em nenhum momento eh foi trazido com a 301 uma novidade mas foi definido melhor o as o o que seriam as documentações e o que a gente tem então por exemplo ter registros completos de atividades consideradas críticas né porque elas estão associadas ao processo de melhoria contínua a revisão periódica de produto a integridade dos dados né então o cumprimento com os requisitos do Alcoa tendo aí eh informações registros que são atribuíveis legíveis contemporâneos originais
e acurados documentos eletrônicos fotográficos impressos né definições Claras de de Eles serão aceitos como eles serão gerenciados como eles serão gerados né e mantidos eh e quando né algumas situações Aonde eu passo da documentação manual para documentação eletrônica como se faz isso como se gerencia esse processo garantindo a a a Não perda de dados críticos pro sistema de de qualidade da empresa e o inventário dos documentos né que é a adequada garantia da manutenção e guarda desses documentos Então tudo isso eh ficou mais especificado mais detalhado dentro da 300 da da RDC 658 de 2022
e que apesar de não ser nenhuma novidade já adianto para vocês que é uma não conformidade recorrente o não cumprimento de algum item associado ao gerenciamento de de documentação né no levantamento que foi que que será trazido para vocês do ano de 2020 20 até julho de 2024 falo que pelo menos três vezes no ano essa não conformidade ela é detectada Então mostra ainda que a gente tem aí um espaço de amadurecimento de evolução dentro do tema ainda amostragem estatística então a gente chega aqui aonde o ra n + 1 não é aceito não é
permitido a gente tem que evoluir disso tem que ter um plano de amostragem estatístico esse plano de amostragem estatístico ele tem que ser estabelecido por produto por processo por etapa eu tenho que avaliar adequadamente como ele tem que ser feito por quê Porque ele tem que ser elaborado com base nos Riscos que estão relacionados à saúde do paciente ao processo produtivo ao compli regulatório a qualidade do produto acabado então se eu tenho todos esses elementos que fazem parte da do estabelecimento do do o meu plano de amostragem estatístico fica muito claro que não é possível
padronizar um único plano de amostragem para diversos materiais porque ele não vai ser representativo né os os dados adquiridos desta amostragem não vão ser capazes de me demonstrar ali no final que meu produto tem qualidade que ele tem a robustez necessária para ser comercializado então isso né é uma evolução significativa Além disso tem uma uma alteração é é um detalhe entre a 301 e a 658 que quando a gente fala do controle online em processo né controle estatístico de processos controles ones estão definidos ali na 31 e na RDC 658 vem o termo variado de
processo o que que eu quero trazer com isso que não basta né Eh quando a gente fala só de controle estatístico de avia individualmente um único atributo crítico de qualidade e foca né a avaliação as a as as análises de tendência as ações em cima desse único aq quando eu trago o conceito de Controle estatístico multivariado de Processo eu tenho aqui a obrigatoriedade de fazer uma avaliação de forma conjunta de todos os de qualidade então eu eu tenho eh um olhar mais sistêmico para dentro do meu produto do meu processo e não um olhar né
Eh individualizado pormenorizado os controles online dos processos de embalagem né Eh foram estabelecidos os prazos e e foi acrescido entre a 301 e a 658 a gente tem aí mais um ano de concessão de prazo sendo que todas as etapas definidas pro estabelecimento do controle online para os processos de embalagem sejam eles primários ou secundários finalizam agora em 7 de outubro de 2024 e como será que isso está porque cabe dizer que a transitoriedade ela foi dividida em períodos para que o quê para que paulatinamente as empresas fossem incorporando esses controles né e e todos
os as etapas necessárias para o atendimento integral desse desse desse artigo então aceitável que a empresa apresente de uma única vez todas as etapas para cumprimento agora em 7/10 a expectativa né regulatória E isso tem sido verificado em inspeções é o acompanhamento progressivo do cumprimento dessas etapas Além disso olhando um pouquinho pros desafios específicos da in 35 de 2019 a gente tem o monitoramento de partículas contínua ao processo crítico em área grau a né que ele tá totalmente fundamentado no adequado gerenciamento de risco da qualidade eh principalmente né na na identificação e na avaliação de
processos críticos assépticos eh ainda né o posicionamento adequado das amostragens e dos diferentes tipos de amostragem né Qual é o racional eh técnico científico cabe destacar que é importante a empresa entender cada metodologia de amostragem Qual é a sua função Qual é o seu objetivo assim como Quais são os seus pontos positivos e e quais são né Eh os pontos negativos desse processo de de amostragem para eu estruturar adequadamente as minhas diferentes técnicas Lembrando que aqui a gente tá falando de placa de sedimentação amostragem de superfície que pode ser Rodac ou suab dependendo do tipo
de superfície amostragem de ar ativo e eh eh monitoramento pessoal quando necessário nos processos críticos assépticos então definir adequadamente como is implementado e estruturado questões associ idade do vapor né Eh que é onde a gente traz elementos da en 285 de 2015 aonde eu trago a necessidade além dos Testes associados ao funcionamento do equipamento eu tenho testes específicos do vapor que estão Associados a a fração de secura do vapor ao vapor super aquecido e a percentagem de gases não condensáveis esses testes trazem para nós a necessidade de garantir que as taxas o poder calorífico do
meu vapor ele é adequado e consequentemente Ele vai cumprir com o objetivo que é a esterilização do meu processo do meu produto eh estruturar identificar as fontes de contaminação fazendo uma diferenciação entre o que é vapor eh da de planta né que a gente diria que pode ser o vapor industrial e o vapor Industrial livre de contaminantes que esses eles eles não têm contato né não corre o risco deles terem contato direto com o produto eh e se tiver contato direto com o produto que isso pode acontecer no caso do vapor Industrial livre de contaminantes
em soluções parenterais de grande volume fica que a minha embalagem ela é impermeável portanto não haveria problema de eu ter contato com o vapor Industrial livre de contaminantes e o vapor puro que tá associado à maioria dos nossos processos de esterilização porque a gente trabalha eh na na sua grande maioria com embalagens que estão semo permeáveis então né eu tenho aí uma criticidade do do vapor e consequentemente do controle das diferentes fontes de contaminação e aqui a a gente destaca as fontes de contaminação principalmente microbiológica aonde o vapor puro ele tem que atender as mesmas
especificações eh microbiológicas estabelecidas para da água para injetável ainda a integridade da embalagem de recipientes fechados paraa fusão né Então aí vai haver a definição das tecnologias eh determinativas né como análise por head Space Laser extração por massa decaimento de vá tem uma série né de tecnologias né até o capítulo 1207 e e e sua séries do da farmacopeia americana destaca vários elementos eh isso né se a gente falando aqui para principalmente para ampola se a gente fala de frasco ampolas eh eles têm que ser eh verificados qu integridade de acordo com procedimentos adequados com
plano de amostragem estatístico racional adequado pro produto e aí como isso é visto né como estabelecer os processos como a as empresas desde né da implementação da da RDC 308 2019 até agora agosto de 2024 como isso tem sido colocado nas empresas então aí eu vou trazer para vocês agora as nosas conformidades né na verdade um Panorama bem geral depois é os processos eles ficam detalhados né Vocês vão ter acesso à apresentação aí tem detalhada conformidade mas eu quero na verdade o principal objetivo é é mostrar para vocês que 2020 2021 2022 2023 2024 que
aparece ponto de interrogação que a gente já tá compilando essas informações né Mas independente do número de inspeções a gente tem identificado não conformidades recorrentes reincidência de difer das mesmas não conformidades diferentes empresas o que mostra que o assunto tema ele ainda carece de aprofundamento de aprimoramento seja pelo ente fiscalizador né que tem alguma dificuldade no processo de abordagem ouo ou seja na no estabelecimento na hora de estabelecer seus processos documentos de forma adequada então 2020 foram feitas 15 sões eh sendo identificadas 264 alidades em 2021 12 exões sem identific 65 conformidad em 2022 21
21 expressões como total de 164 conformidades detetadas essas unidades elas seguem né as asações definidas pelo 014 que é de maior menor 20 agora em Maio de 2024 tem ter uma alteração na definição eh deidade frente à mas a gente mantém né o princípio de classificação então a gente 203 com pessoas efu eh a identificação 11 conformidades e até junho de 2024 é o Já efeu noas inspeções contabilizar o período Então cenrio eu queria eh a primeira delas osp qualidade não seado para avaliação e controle dos riscos deção né não Tom precauções contabilização durante todas
as etapas de processamento anteriores empr a integridade né seuo Eh com a realização deações críticas NRE eh asas ões preventivas eh apropriadas são identificadas implementadas em resposta as as investigações eadas destac a que a efic ações vezes ela ela não é adequadamente monitorada e avaliada seguind princíp de risco da qualidade n eh des que elentes eh falho né o monitoramento eh pós operações críticas Então nesse daqui por exemplo o exemplo que a equipe através doento eh em registros né de produção que o colaborador que participou mé específico ele não teve eh seu monitoramento efetuado a
participar da operação crítica Então isso é uma não conformidade eh mínimo maior dependendo da situação de outros requisitos ela pode ser crítica ainda outra não conformidade eh frequente é a verificação de que a empresa não assegura adequadamente que os fluxos de ar eles não partículas a partir de fontes geradoras com pessoas operações ou máquinas né uma área de maior risco ao produto onde esse produto está exposto e eu eu consequentemente se ali tiver uma contaminação necessariamente os métodos as técnicas estabelecidas serão capazes né de detectar a contaminação no produto então muitas vezes o que a
gente encontra ou não tem a realização adequada do teste de fumaça né em operação de forma a mapear as áreas com maior turbulência ou eh eu tenho teste efetuado mais de forma insuficiente eh e cabe destacar que eh a realização desse teste eh eh ele Visa demonstrar a onde o produto não deve ser exposto a assim como eh os definir como os colaboradores que participam desses processos críticos devem se se comportar devem efetuar as atividades de intervenção de controle processo e monitoramento ambiental ainda destaco nessa não conformidade muitas vezes evidenciamos que eh a as atividades
de intervenção de monitoramento Ambiental de controle em processo que são atividades que naturalmente causam uma maior turbulência de ar muitas vezes elas elas são efetuadas eh e os operadores são monitorados como se os operadores estivessem em B ou muitas vezes a a postura o comportamento que esses colaboradores T durante Essas atividades não respeita o ar de primeira passagem de forma a garantir que eu tenha sempre o ar unidirecional eh cobrindo o meu produto e evitando consequentemente ali a turbulência e a chance de um maior particulado e consequentemente de uma possível contaminação na nessa etapa do
processo né E aí cabe destacar que o fluxo adequado do ar ele é uma combinação do posicionamento e movimentação adequada dos operadores em conjunto com o fluxo de á e eh dentro do a gente tem várias não conformidades porque aí eu não vou ficar aqui gente discutindo todas por causa que eu tô com medo de a gente não cumprir bem o horário Faltam 12 minutos né então vou dar vou dar uma aceleradinha aqui mas a gente tem situações aonde não são tomadas precauções para minimizar a contaminação durante todas as etapas de processamento incluindo as etapas
anteriores à esterilização essa não conformidade ela é muito vista no no sentido de que as empresas não se atentam ao adequado fluxo de cascata de classificação paraa entrada dos materiais ou retiradas então muitas vezes eu venho com materiais de áreas eh não classificadas eh aonde eu retiro uma das Embalagens E aí e a a última embalagem ela percorre áreas grau C grau d eh entram em grau b e vão ser retiradas em grau a aonde eu venho carreando particulado eh de forma inadequada eh uma não con unidade também recorrente é aver o não monitoramento da
efetividade da sanitização né não é regularmente feito para detectar o desenvolvimento de cepas resistentes E aí a gente volta de novo aquela questão né de avaliar os limites de alerta e de ação né Principalmente dos microorganismos da minha microbiota em House da avaliação se eu tô tendo o eh o aparecimento de microrganismos resistentes ou realmente qual Qual é a característica dos microorganismos são microrganismos de origem humana são microorganismos de origem eh de água eu tô tendo um aumento de tendência em alguma área ou tô tendo uma diminuição eh as empresas muitas vezes elas acabam não
definindo a identificação em momentos adequados desses microorganismos consequentemente eu não consigo fazer a avaliação de tendência e consequentemente não consigo saber se a o meu programa de sanitização são implementados se os meus né produtos estabelecidos para controle da área se eles efetivamente eh se eles são adequados se eles estão eh sendo Cumprindo com seu objetivo ainda eh a gente tem questões de intervenção nas etapas eh de pagem como tá na RDC aonde dentro desses eh 4 anos de levantamento a equipe eh quando fica avaliando em loco Essas atividades ela tem ela ela tem identificado eh
situações aonde colaborador tem contato direto com os frascos né aonde eu não estruturo o processo né dessa atividade né onde eu não estabeleço uma tecnologia apropriada para impedir que o colaborador tenha contato direto com esses frascos então isso também eh traz um impacto aí dentro dessa estratégia de controle de contaminação de ainda né Eh o nível de esforço formalidade e documentação de processo do gerenciamento de risco não é compatível com o nível de risco né E a equipe tem tem se deparado com diferentes situações a Aonde a as análises de risco elas acabam tendo eh
uma tendência de Minimizar os riscos identificados e de muitas e de muitas vezes eh definir esses riscos como menor e colocando que eh os riscos eles vão ser verificados nos processos de qualificação e validação Lembrando que o que vai para qualificação e validação são são os riscos aonde eu tenho né uma criticidade média ou alta é isso que tem que ser desafiado nessas atividades eh tem vários exemplos né de de gerenciamento de risco tem questões envolvendo eh fases de rotulagem aonde os materiais eles não são protegidos adequadamente em relação à contaminação microbiana e outros tipos
de contaminação tem a questões associadas ao plano de amostragem que não é adequadamente justificado e a e baseado em uma abordagem de gerenciamento de risco que também tem impactado ah as questões do controle online eh em várias eh fiscalizações foram verificadas o não cumprimento dos prazos de vigência E aí eh eu queria destacar mais duas não conformidades para para para vocês a primeira em relação à eh investigação de desvios aonde o estabelecimento define erro humano né cabe destacar que o artigo 340 da RDC 658 de 2022 ele deixa claro que eh quando há suspeita de
erro humano ou Este é identificado como causa de um desvio eh de qualidade eh eu tenho que ter uma justificativa eu tenho que claramente eh ter certeza que não foi deixado de identificar uma uma causa raiz adequado aos possíveis eh eh causas potenciais frente aquele desvio porque muitas vezes quando eu defino o erro humano né como plano de ação como mitigação se coloca lá retreinamento será que eu identifiquei adequadamente o problema naquele processo ou eu vou ou eu tô só né Eh protelando reincidências que acontecerão por conta da não identificação adequada da causa raiz daquele
desvio e a e o último ponto que eu queria destacar dessas não conformidades pensando em tudo que eh a gente comentou sobre desafios né que tanto a RDC 658 quanto a in 35 trouxeram após a sua publicação quando a gente fala do do da do fechamento por fusão de recipientes que os mesmos eh T que ser eh submetidos a 100 né todo todo o volume fechado tem que ser 100% avaliado em relação aos testes de integridades muitas empresas vem e falam Ah mas eu faço eh o teste de eu faço a inspeção visual manual de
todos os os meus frascos eu queria destacar né que a inspeção visual manual ela não substitui um teste validado e não deve ser usado como justificativa para não execução dos Testes validados de inspeção visual destacar que a inspeção visual ela não é um método aceitável de teste de integridade exclusivo Então a gente tem que separar eh a validação dos sistemas automáticos do processo de qualificação de operadores para processos manuais de inspeção de produtos são coisas distintas Ambos são fundamentais para um processo estéreo mas se aplicam a práticas distintas e cada um tem a sua limitação
isso tem que ser levado eh em consideração e né pra gente finalizar vamos olhar e o e dentro disso tudo e o anexo e o anexo um como é que a gente olha para todo esse cenário considerando que eh a revisão da instrução normativa 35 de 2019 em alinhamento ao nexo um vai trazer com certeza eh farmacêutica brasileira uma vez que a gente tem né alguns conceitos eh baseados em estratégias de controle de contaminação sistemas de barreira gerenciamento de risco da contaminação microbiológica eh mas Mas cabe destacar que pra gente conseguir pensar em qualquer um
desses elementos a gente precisa estar Cumprindo com os requisitos que estão estabelecidos na RDC 658 de 2022 eu não posso fugir de ter Element de sistema de gestão da qualidade farmacêutico que tenha os itens bem bem fundamentados né gestão de conhecimento gerenciamento de risco eh desempenho capas controle de mudança análise gerencial né Eh ter o foco no monitoramento contínuo dos processos né ter produtos com qualidade segurança e eficácia entregues aos pacientes e em conformidade com os requisitos regulatórios realmente eh implementar incorporar a prática de atuação preventiva dentro dos processos e dos produtos e não reativa
né né Sempre melhorando a capacidade de detecção de problemas né em processos e produtos Lembrando que treinamentos iniciais e periódicos com avaliação de de efetividade autoinspeção revisão gerencial definição e mapeamento adequado dos processos assim como gerenciamento de risco que a gente comenta a todo momento são elementos que tem que estar bem estruturados não dá pra gente falar de salto eh regulatório para pro anexo um se eu não tô conseguindo fazer eh a os os requisitos mínimos estabelecidos na RDC 658 de 2022 instrução normativa 35 de29 e cabe destacar que os o a as transitoriedad excetuando
o controle online que termina em outubro de 2024 eu não tenho mais transitoriedade então o não cumprimento de um requisito ele é uma irregularidade Então já não cabe um GAP análise já não cabe uma justificativa pro não cumprimento de eh de uma de de um artigo estabelecido A não ser que haja um risco ou que né no levantamento feito para essa apresentação a gente não se deparou com nenhuma situação aonde eh um descumprimento fosse justificado pelo risco ao processo ou ao produto em si né o meu muito obrigado aí tentei né trazer dar um Panorama
Geral de tudo que a gente viu nesses últimos anos em relação à não conformidade e essa pequena reflexão aí em relação a a como é que a gente tá se preparando pro anexo 1 meu muito obrigado fica a disposição paraas dúvidas nós que Agradecemos por você compartilhar conosco e ess serial que você que o pessoal vai ter em mãos É riquíssimo né porque dá para se preparar aí mais ainda sobre o que o que tem sido os maiores apontamentos aí nas inspeções nos últimos anos muito bom Ô Tati tem três perguntas mas uma delas é
sobre a a Se o se o anexo um vai ser implementado ainda esse ano né E amanhã a gente vai ter o Felipe da Anvisa né que tá até aqui com a gente hoje mas o Felipe amanhã vai falar um pouquinho se ele tiver né Essa visão essa visibilidade realmente porque tem muitas coisas acho que o Felipe vai trazer pra gente atualizações sobre isso então vou fazer tem duas perguntas são técnicas mas quem sabe você não dá as dicas aí pro pessoal tá a Letícia Campos ela pergunta como determinar amostragem ideal para o teste de
integridade de frascos ampolas super técnico Tati mas nossa mostragem gente vocês Eu sempre fico nessa nessas saias justas assim no meio da no meio da apresentação né é que Mas vamos lá acho que assim primeira coisa Letícia acho que Precisa ter eh uma uma boa avaliação de risco né de de todas as etapas que companha esse processo eh para para poder estabelecer esse n amostral que não necessariamente ele vai ser idêntico pro produto acabado e dentro das suas etapas intermediárias para você garantir a qualidade do produto eh as empresas no geral Elas usam muito a
NBR 5426 mas nada outras ferramentas estatísticas associadas né Eh que te que que te Tragam melhor maiores elementos eh a principal coisa que eu vou te falar e que na verdade que é o que a gente avalia é se essa ferramenta estatística ela tá associada a seu gerenciamento de risco paraa definição desse plano de amostragem né você tem que ser capaz de conseguir verificar isso Ah mas eu te falar qual seria melhor depende processo etapa é muito caso a caso eh número de tem tem determinadas características do produto tudo isso vai influenciar numa o risco
ao paciente o compliance vai acabar afetando qual seria melhor ou a pior forma perfeito Ou seja eu falei Falei não respondi nada gente mas não tem como responder isso eh e tem uma outra questão aí depois as demais aqui eu vejo com o pessoal se se eu se eu encaminho para você ou se a a Márcia a stepan o Leonardo pode ajudar a responder que são técnicas também tá eh como é abordado o risco de contaminação pelo que você tem visto nas inspeções por quebramento de ampolas durante o processo asséptico tá bom eh primeiro precisa
né O que a gente tem tem solicitado e tem visto Eh vamos entender o que faz né a quebra dessas ampolas então Em algumas situações que a gente se depar eh a gente viu problemas na definição no mapeamento adequado do processo então aonde né Depois que houve E aí de novo O processo foi reativo depois que houve a ocorrência do desvio e da identificação né de de uma partícula de vidro no produto isso E aí a identificação aconteceu já ali né com o uso do paciente a empresa no seu processo de investigação ela identificou a
a algumas particularidades do equipamento associada à etapa de lavagem e despirogenização desse frasco que levavam né a uma possível quebra E aí eu não tinha nenhum anteparo que pudesse sustentar essas partículas isso acabava fazendo todo o percurso do processo E isso não estava identificado porque isso não foi mapeado então então eh a gente sempre Coloca essa necessidade de mapear muito adequadamente a as entradas e todas as etapas porque a gente sempre acaba identificando que as acabam eh eh se concentrando muito na qualificação do do seu material de embalagem Então vem lá que ah meu meu
fornecedor ele é qualificado ele é certificado né Eu não tenho problema eu faço uma amostragem mas eu acabo não olhando para todas as etapas do processo e a parte de lav despirogenização e acaba trazendo eh uma maior chance dependendo de algumas características de engenharia do equipamento de quebra eh importante também separar o que é partícula que tá associada que é intrínseca ao processo Não tô dizendo que diminui a criticidade do problema de eu ter uma partícula no produto mas pelo menos essa partícula ela fez o percurso do produto então diferente do que eu eh do
que acontece quando eu tenho partículas que são extrínsecas ao processo que aí isso mostra eu não tenho só um mau desenho né do de alguma etapa específica do processo Eu tenho um descumprimento de práticas assépticas e aí a gente tem uma criticidade maior dentro do processo então isso também precisa ser ser ser visualizado e no mais que eu me recordo do que a gente tem sempre solicitado né e assim que tem né verificado porque aí também o nível de solicitação ou de aprofundamento que a gente acaba dando na inspeção vai depender realmente do que que
tá acontecendo ali em ló né se é alguma situação que que a gente evidencia que falta robustez né ou ou ou que a informação pra gente não ficou Clara a nossa tendência vai ser investigar mais então vai ser solicitar mais informações alinhar com os processos né de se eu tenho algum tipo de inspeção automatizada se eu vou ter algum tipo de inspeção visual Como é esses processos de qualificação tanto do equipamento quanto do operador até na na fase do manual a gente tem eh detalhado bastante as questões que definem a cuidade visual desses operadores o
o o nível de descanso as questões de luminosidade da das estações de trabalho como isso é controlado né Onde tá o registro como isso é avaliado eh como é formado os kits para identificação desses possíveis desvios porque é o que a gente sempre fala até a Michele tá aqui do meu lado ela riando quando eu falo mas a gente sempre fala que o problema não é o não é detectar o desvio né O problema não é ter o desvio é o momento que eu detecto esse desvio e é a garantia de que o produto com
desvio não saia pro cliente final Então essa sempre não não perder esse racional mas que eu posso compartilhar é mais são essas questões que a gente tem visto e e tem se debruçado muito bom Tati obrigado por todo por compartilhar todo o seu conhecimento aqui conosco e todas essas informações super importantes pro setor