Today we don't have time for 5S. We are very late, the order is the standard, it is not necessary to change anything. This is not our job, the cleaning staff is coming.
They pay me to work not to clean. I have been 10 years because I have to clean now. We need more space to store everything.
We will fill the paper mill with these 5S . . .
But . . .
What is 5S and why is everyone talking about it? . .
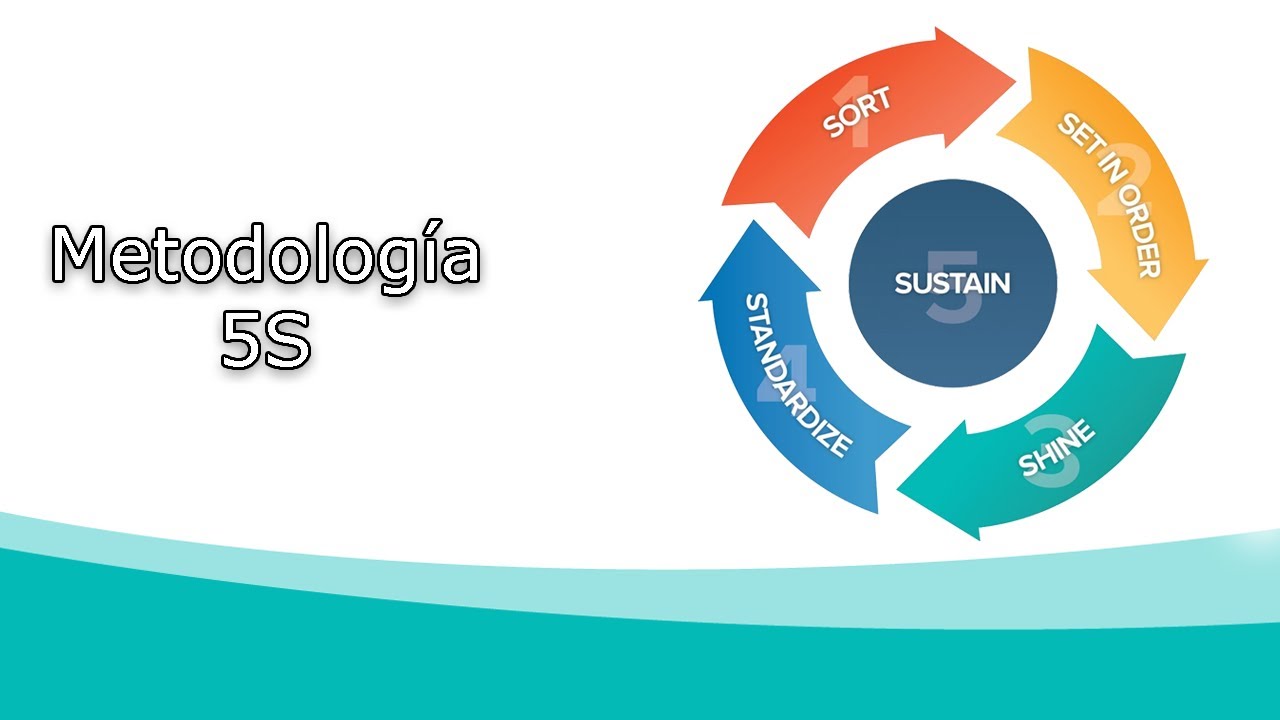
. 5S is the acronym for the initial sound of five Japanese words. The first word is SEIRI, which means, in Spanish, to separate or eliminate unnecessary things.
The second word is SEITON, which means they ordered to place unnecessary things. The third is SEISO, which means to clean or remove dirt. The fourth is SEIKETSU, which literally means cleaning or maintaining cleanliness and order.
The fifth is SHITSUKE, which means maintaining the habit and discipline to improve. This is what it means, yes. But .
. . what it implies and why it is important to deploy 5S comprehensively in all activities.
To understand it, we have to travel back in time from Japan to the US at the beginning of the 20th century. At this time the industry had a great problem of safety and health at work. Continual labor disputes arose due to unsafe conditions and recurring accidents.
To face this spiral the then president of US-Steel; Elbert Henri Gray created a code of ethics and business conduct, based on a motto that endures to this day. Back then the industry motto was: Quality First. Second production.
And third the security. But Elbert Henri Gray changed this statement to Safety First. Second the Quality.
And Third the production. US-Steel engineers implemented the upgrade and prioritized the order: SEITON Second S. And the elimination of unnecessary things in the work environment: The S for SEIRI.
To achieve a safer work environment, the company demonstrated the profitability of introducing the first two S's: SEIRI and SETON, by maintaining order. In Japan that concept was translated as ANZEN-DAIICHI or "Safety First". A very popular motto in Japan and the root of an Anzen Daiichi Kyokai or, Association, Safety First.
Created in 1917 and origin of the Japanese Association for Safety and Health. In the United States of America this paradigm was also embodied by Taylor in his book the principles of scientific administration in 1911 in this book Taylor establishes that a science must be elaborated for the execution of each of the work operations, which replaced the old empirical model. The empirical model was based on what were called, in recent times, as black boxes in which the skills of experienced workers were not accessible to middle or senior managers.
They did not know exactly what was going on in each job, how much time was spent, or what resources were really needed and which were not. This book was deeply studied by SHIGEO SHINGO and its principles were the basis for the TOYOTA PRODUCTION SYSTEM, developed during the second half of the 20th century. Thus, curiously, the TPS or TOYOTA PRODUCTION SYSTEM that everyone wants to copy now, is based on many of the principles established in the book written by Taylor in 1911.
SHIGEO SHINGO was a companion and contemporary of the other of the founding fathers of TPS: TAIICHI OHNO Thus, based on Taylor's scientific management, TAIICHI OHNO AND SHIGEO SHINGO sublimated the 2's of US-Steel at 3's, including the third S; SEISO, as part of the tasks that a worker can perform to achieve greater control, knowledge and organization of their work area, and to finally achieve reliable processes. But even now, in many Western companies SEISO is carried out by lower paid contract workers. Although SEISO has been shown as one of the most important phases of the 5S, the foundation of Total Productive or Preventive Maintenance (TPS).
The importance of SEISO in Japan is also shown in a famous phrase from SHOICHIRO HONDA: "Where there is dirt there is a problem". Thus, in their factories, their workers start their day with freshly laundered white clothes. SEISO is also part of basic education in Japan and is practiced by all children and students at school and in their environment.
But . . .
We only have three of the five S's. Why do we need more? For TAIICHI OHNO and SHIGEO SHINGO the final image of any system was as important as the scientific method used to deploy it.
Thus, the creation of the fourth S, the word SEIKETSU, which means to create the method to maintain cleanliness, order and a good factory condition. That is, SEIKETSU maintains the first three S's. Since then TOYOTA uses the later 4S.
The fifth S, SHITSUKE or better, was added in the 80s in Japan, after the first oil crisis. But its author is unknown. In this historical review it can be seen that the order of the 5 s is based on its historical display of the first three S's .
. . first to maintain and then to improve an optimal factory condition.
However, this order does not exactly correspond to its actual display in the work area. If we try to deploy the most difficult element in the first place, which is SEIRI, without having standardized the processes . .
. we find that we do not know what is really necessary, when it is necessary and where it is necessary: Quantity, Location and Time. Thus, the deployment of the 5S, in these cases, is limited to placing more or less everything we have in a way, let's say, ordered.
But the 5S's are based on SCIENTIFIC MANAGEMENT and to achieve their benefits, standardization cannot be separated from the processes of the same deployment of the 5S's. Thus its actual display is somewhat different from the order of the 5S's. The deployment of the 5S's begins with the phase called by Sensei koichi kimura: KATAZUKE, which comes to mean putting in order.
But KATAZUKE is not 5S, it is just an introductory phase to 5S's. Many companies paralyze the development of the 5S in this simple KATAZUKE . .
. and little by little the situation reverts in the absence of the methods and systems that transcend behind the 5S's. KATAZUKE begins with an extraordinary session to put the work environment in order.
Then we address continuous improvement with the introduction of the third S, because it is the easiest to implement and improve without the need to standardize processes. Little by little, the cleaning or SEISO processes are standardized on the basis of trial and error under the Plan, Make Check and Act cycle. This is how the SEISO tools panel is being created and improved.
The time and procedures dedicated to SEISO are also established, and then we deploy the following phases of 5S: SEIRI AND SEITON. In this way, the company learns to improve this standardization on a daily basis. And all people, including managers, learn to identify anomalies.
The standardization, first of SEISO and then of the following S's includes the visualization of the results in a graph to show everyone a sense of achievement. This sense of achievement is the basis of KAIZEN and everyone's participation in management. To standardize the 5S processes, we deployed another complementary tool to the 5S's, which are the 4Rs.
4R forms the foundation of the last two S's: SEIKETSU and SHITSUKE. 4R means: Create the rule, fulfill the rule, keep the rule, and update the rule. In the same way that the PDCA-PHCA cycle unfolds.
Little by little we are creating the 5S rules and that means that we are learning to standardize our SEIRI, SEITON and SEISO processes. This learning process can take several years. KATAZUKE is the introductory phase of 5S, and a training for the creation of beneficial factory management habits at all levels.
After learning how to use KATAZUKE, we fully deployed the 5S as a fundamental basis for the development of the rest of the factory management tools, such as Total Preventive Maintenance (TPM) or the Total Preventive System (TPS) from the Zero Accidents book. The main objective of the deployment of the 5S is summarized in a single sentence by Sensei Koichi Kimura: "The objective of the 5S + 4R training is to educate and motivate to follow the rules and discipline, to integrate the habit of maintaining and cultivating the shared vision of values, culture and environment throughout the company ". So 5S is much more than cleaning and fitting and much more than just a KATAZUKE.
even sometimes the area around 5S is apparently messy but, nothing could be further from the truth. "I assembled cars at TSUTSUMI and couldn't believe 60 percent of what I saw. The line was going incredibly fast.
. . .
The plant was a bit run down and the American company that I had left behind had more automation. . .
. good things I saw there were simple common sense. My eyes weren't open yet "if you want If you want to learn more about 5S, about Lean Manufacturing, TPS, TPS, etc or, you just want to learn more about effective factory management, no feel free to visit www.
factorymanagementinstitute. com Very, very soon our 5S + 4R implementation manual will be available, you can find it on Amazon, in ebook format with a large amount of complementary material ready to download: Visuals, checklists, process maps, templates, etc. If you want to keep up to date subscribe to our channel.
![METODOLOGÍA 5S Japonesas. [EJEMPLO] / ¿Por qué FRACASAN el 99% de las veces? Cómo IMPLANTARLAS.](https://img.youtube.com/vi/d1j7xuOmR5g/maxresdefault.jpg)