muy buenos días bienvenidos a esta serie de cursos cortos en confiabilidad y mantenimiento y gestión de activos que iniciamos a partir de este 15 de febrero como una iniciativa del comité panamericano de ingeniera de mantenimiento y de la asociación mexicana de gestión de activos ambas organizaciones tengo mucho honor de presidir las actualmente uno de los objetivos que tenemos en ambas organizaciones es justamente esta el de promover el conocimiento del promover la preparación de la gente que se preparen que compartan sus conocimientos que aprendan de otros que tengan la posibilidad de ir avanzando en sus carreras
profesionales en mantenimiento confiabilidad y gestión de activos esta iniciativa teníamos ya algún tiempo que le habíamos planteado como una de las nuevas formas de que coman y anv y cumplan con sus objetivos y bueno este aquí estamos en este momento se ha cumplido el momento se ha cumplido el tiempo en el cual por fin estamos haciendo realidad de esta situación copy man tiene muchos años de trayectoria en la generación y en el apoyo para las organizaciones de mantenimiento de cada uno de los países tenemos delegados en prácticamente todos los países de américa latina para impulsar
el conocimiento en la gestión de activos pero la mayoría son cursos presenciales y son congresos en este caso estamos intentando una modalidad aprovechando la tecnología y la facilidad en la que nos podemos mover en este momento es a través de cursos cortos en línea algunos le llamamos webinars o algunos digamos por ahí también educación en línea bueno estamos justamente en este momento dando inicio los invito a participar los invito a unirse a esta iniciativa tomando los cursos por supuesto preparándose profesionalmente y también compartiendo sus conocimientos también compartiendo sus capacidades sus habilidades experiencias no tienes que
ser un experto reconocido para participar aquí simplemente aunque tengas algo que contarnos con que tengas algo que estás haciendo en tu organización y que da resultado y que tú quieres compartir ese conocimiento les agradecemos siempre que lo hagan dentro de un contexto de respeto al tiempo de los demás aportando siete conocimientos de estos cursos tienen un objetivo fundamental que es el de conocimiento la parte comercial se deja por fuera aquí no se viene a trabajar desde la perspectiva de la promoción de productos o servicios sino simplemente del concepto del conocimiento es hacer los lineamientos con
los que nos moveremos en los siguientes seminarios que ya están programados el tema que nos y motiva a hacer esto es aprender compartir divulgar motivar enseñar bueno son conceptos en los que creemos firmemente yo tengo una carrera de más de 30 años dedicado a la parte de la información a la parte del conocimiento compartir y amo mi profesión y amo la manera en la que puedo impactar positivamente a las personas a través de un poquito que les doy de lo que yo he aprendido en el paso del tiempo y eso justamente lo he escuchado de
muchos de los demás especialistas que están en la misma situación que yo el enseñar nos ayuda a crecer y nos hace sentir felices entonces bueno los invito a ser felices con nosotros estos seminarios esos cursos cortos perdón tienen una frecuencia semanal los vamos a hacer cada semana van a tener un máximo de duración de 25 minutos en total el tiempo que les pedimos es media hora esa media hora son lo que nos tardamos en presentar al conferencista al que nos va a dar el curso de la semana y lo que tardamos simplemente en hacer el
resumen y la despedida de estos pequeños cursos con temas que van a tener diferentes niveles básico intermedio avanzado acuérdense que en nuestra industria en nuestro mercado en nuestro medio tenemos gente que va a iniciándose en el tema de mantenimiento tenemos estudiantes tenemos gente que apenas está incorporándose y que mientras más información les proporcionamos su curva de aprendizaje va a ser más más corta tenemos gente que tiene conocimientos básicos en algunas áreas tiene conocimientos intermedios en otras y avanzados en otras aquí se trata de que aprendamos de todos los temas yo creo que no nos estorba
el enfoque diferente el enfoque fresco el enfoque desde otra perspectiva y entonces estamos invitados todos a participar bajo estos principios este curso se hizo el día viernes 15 a las 10 de la mañana porque había que empezar en algún momento les vamos a enviar a ustedes directamente quienes están participando en este en este primer curso y a través de las redes sociales vamos a redes sociales redes de negocios vamos a hacer llegar una encuesta donde le vamos a preguntar cuál es el día que mejor se faciliten sus diferendos diferentes países las organizaciones para poder establecer
en la posibilidad de trabajarlo en diferentes momentos en este caso les vamos a pedir que nos digan qué día que obra es la que mejor se facilita buscaremos encontrar lo que más se repita en la encuesta y trataremos de proponerlo en ese sentido ok estamos también grabando este este curso lo estamos grabando para que esté disponible para quienes no se puedan conectar en vivo que tengan la posibilidad de participar después esté escuchando y viendo lo que es lo que se propone y el contenido que se ha desarrollado especialmente para esta serie de cursos de copy
man y ambra va a estar disponible entiendo yo en la página de copian punto hereje en ese momento todavía no la tenemos disponible estamos esperando solamente unos pequeños detalles para ponerla en vivo una vez que esté disponible les vamos a enviar los links y les vamos a enviar el lugar en el que se puedan poder conectar para hacerlo el último tópico es el más importante necesitamos el trabajo voluntario de todos ustedes esto no sería posible si en el tiempo que le dedicamos nosotros a esta actividad yo le reconozco al doctor rival tabares el haberme enseñado
la importancia que tiene el trabajo voluntario el fue un ejemplo para mí y una vez que entendí la manera en la que el abiertamente dedica parte de su vida dedicó muchos años de su vida a hacer crecer la organización de copy man y no si no se involucró a lo tuyo por ahí a carvajal ya muchos otros que estamos metidos en esto a trabajar para la comunidad bueno ustedes les pido por favor que se unan yo disfruto mucho es una de las áreas que disfruto más de mi carrera y de mi vida personal el trabajo
voluntario e incorpórense con nosotros denos su conocimiento de nuestro apoyo de no es un poco de su tiempo y verán que la comunidad misma se va a sentir satisfecha y ustedes también estos son los cursos que tenemos programados para los próximos seis semanas cinco semanas más la próxima semana con yo he dicho está perdón por el error aquí le escribimos mal su nombre y gestión de riesgo para las estrategias de mantenimiento de la siguiente semana santiago sotuyo desde uruguay gestión de estrategia de activos generar valor mejorar desempeño la siguiente semana desde costa rica pura vida
con el tico adrián chávez la gestión del conocimiento en ingeniería del mantenimiento moderno una necesidad estratégica para la confiabilidad excelente tema luego nos vamos hasta españa con carlos torres hablando de la disrupción digital del mantenimiento basado en condiciones esta tiene que ver con el monitoreo de condición por supuesto una visión mucho más fresca y mucho más esté moderna alejandro pérez con algo que me gusta muchísimo el tema estamos bien en los fundamentales esenciales que debe conocer de sus guías lineales y tornillos embalados a ver qué pasa estas son son los siguientes temas ya por ahí
me llegaron algunos otros temas en línea carlos permite estar por allí nuestra nuestros amigos de de brasil también involucrados en este tema van a ver seguramente que vamos a tener una muy buena cantidad de gente compartiendo sus conocimientos y por supuesto esperemos que tengamos la oportunidad de que ustedes nos ayuden a divulgar serie de cursos cortos para que haya más gente tomando y beneficiándose bueno estamos justamente terminando el tiempo necesario para lo que es la introducción y vamos a proceder entonces a hablar del mantenimiento basado en condición para quienes no ubican yo soy gerardo trujillo
soy mexicano presidente del comité panamericano de ingeniería de mantenimiento presidente de la asociación mexicana decisión de activos pero una entusiasta del tema del mantenimiento yo me considero un mantenedor me considero un especialista en el tema del monitoreo de condiciones a través de la lubricación del análisis de lubricante y he estudiado durante muchos años el tema de lo que es el mantenimiento la gestión del mantenimiento de la confiabilidad estoy involucrado en asociaciones que tienen que ver con la emisión de las normas de la gestión de activos y bueno toda esa experiencia la trató de colocar a
disposición de ustedes voy a hablar del tema de mantenimiento basado en condición desde una perspectiva un poquito diferente a la de predictivo que es en realidad lo que estamos haciendo aquí es colectar datos de una manera sistemática se quiere decir tomar información de una manera organizada para identificar pequeños cambios varias variaciones modificaciones del desempeño o la condición de un sistema o sus componentes y entonces planear de alguna manera efectiva cómo controlarlo cómo corregirlo y cómo regresarlo a sus condiciones normales para que puedan mantener su confiabilidad ese es el concepto básico de lo que es el
monitoreo de condición muchos le llaman predictivo bueno ustedes lo ven aquí justamente en esta lámina de la lámina podemos apreciar que el el concepto predictivo le ponemos aquí un símbolo que dice más o menos casi igual que monitoreo de condición y casi igual pero no igual no son lo mismo son un poquito diferentes yo me pele un poquito con el contexto de la palabra a ser predictivo que es predecir mi hermanito félix la boy que es un especialista en el monitoreo de la condición dice discúlpenme pero les mentimos dice cuando les decimos que podemos predecir
cuando la máquina va a fallar solo es cierto bueno la verdad es que esa sería la falacia el sueño mágico de todos los que nos dedicamos al monitoreo de condiciones para poderle responder esa pregunta a la gente de operaciones que nos pregunta y cuánto tiempo va a durar la máquina y en cuánto tiempo me dices que va a fallar es una pregunta que es muy difícil de contestar el objetivo del predictivo es predecir predecir que durante muchos años ha sido predecir la falla pero en el contexto actual de la industria ya no estamos disponibles ya
no estamos contentos con la predicción de la falla estamos queriendo que la falla no se ocurra que no se presente que debemos ampliar la vida de las máquinas queremos ampliar la vida de los componentes por eso es que nos movemos un poco hacia el contexto de lo que es el monitoreo de condición venimos del mantenimiento reactivo venimos de la reparación del enfoque de no le invierto al mantenimiento que la máquina falle bueno cuando falle el arreglo y se acabó ese contexto por el que se trabajaba hace muchos años luego vino el que el mantenimiento planea
reparar la máquina desde que falla es un enfoque en la prevención basado en el historial basado en la estadística ha basado en las condiciones específicas de cada máquina o basado en los defectos con los que venimos conviviendo y que nos hacen que entonces el mantenimiento sea más frecuente o menos ya no estamos hablando del mantenimiento planeado el mantenimiento planeado lo hemos ido sacando poco a poco de las estrategias de mantenimiento se quedan una parte del mantenimiento planeado en aquellas máquinas que tienen comportamientos relacionados con envejecimiento en base al tiempo pero no es así en el
resto de las máquinas entonces allí incorporamos el concepto del predictivo predecir la falla y así muy claro como lo dice predecir la falla y tiene un enfoque en la producción cómo le hago para que la máquina no pare entonces yo predigo la falla y cuando la falla se presente entonces programa me paro preparo mis herramientas preparar el material preparar los mecánicos y hago la reparación el siguiente sí es el concepto del monitoreo de condición pero ya no enfocado en la falla sino en evitar la falla es un enfoque proactivo es un enfoque que tiene que
ver con ampliar la vida del componente bueno no ampliar a lo mejor hacer que el componente cumpla con la vida esperada en algunos casos se utiliza una estrategia adecuada se puede ampliar inclusive la vida del componente y por último el enfoque hacia lo que es industrial punto cero mantenimiento 4.0 monitoreo de condición 4.0 como quieran llamarle pero tiene que ver con información que tiene que ver con máquina que tiene que ver con el ajuste de la condición de las máquinas a través de un enfoque en la optimización de la gestión de activos aquí vamos a
utilizar información proveniente de otros sistemas de otras más de otros elementos que anteriormente teníamos restringido y vamos a incorporarlos para que a través de sensores a través de elementos en la nube a través del manejo de la data de la big data del aprendizaje de las máquinas o machine learning a través de muchas otras herramientas que se conjugan para que haya entonces incluso de temas de inteligencia artificial para poder identificar de una banda mejor cómo se está comportando la máquina y cuando es que tenemos alguna información que nos haga pensar que la máquina está con
alguna condición anormal bueno nos movemos entonces a los objetivos del monitoreo de condición del primer objetivo es el de medir para tener la información específica de qué está pasando en la máquina yo voy a medir selectivamente algunos variables de la máquina para identificar pequeños cambios en las condiciones de operación una vez que yo detecto ese cambio entonces lo comparo contra mis objetivos contra lo que yo considero que es normal para eso necesitamos tener un conocimiento de la máquina un conocimiento de la tecnología un conocimiento de la herramienta de la sensibilidad para identificar las señales tempranas
de una falla potencial entonces ya estoy midiendo y detectó una posible falla potencial entonces esa información la voy acumulando y entonces me da y me da la certeza de que tengo algo que está por en el máquina yo puedo identificar la causa de la máquina puede identificar el efecto de la máquina y puede identificar el síntoma estas tres las voy a tener que gestionar si yo tomo la información de la causa de la falla y me enfoco en en controlarla estoy haciendo una acción proactiva si me enfoco en el efecto quiere decir en el desgaste
estoy viendo la posibilidad de identificar qué pieza se está desgastando y si me enfoco en el síntoma puedo saber si el ruido puedo saber si es vibración puede saber si son partículas pero en realidad lo que me conviene a mí es actuar para regresar a la máquina son condiciones normales ese es el enfoque del mantenimiento basado en condición entonces voy a hacer una gestión voy a aplicar las herramientas las estrategias los cambios los ajustes las actividades de mantenimiento necesarios para gestionar la falla desde su origen el síntoma y el efecto y entonces voy a tener
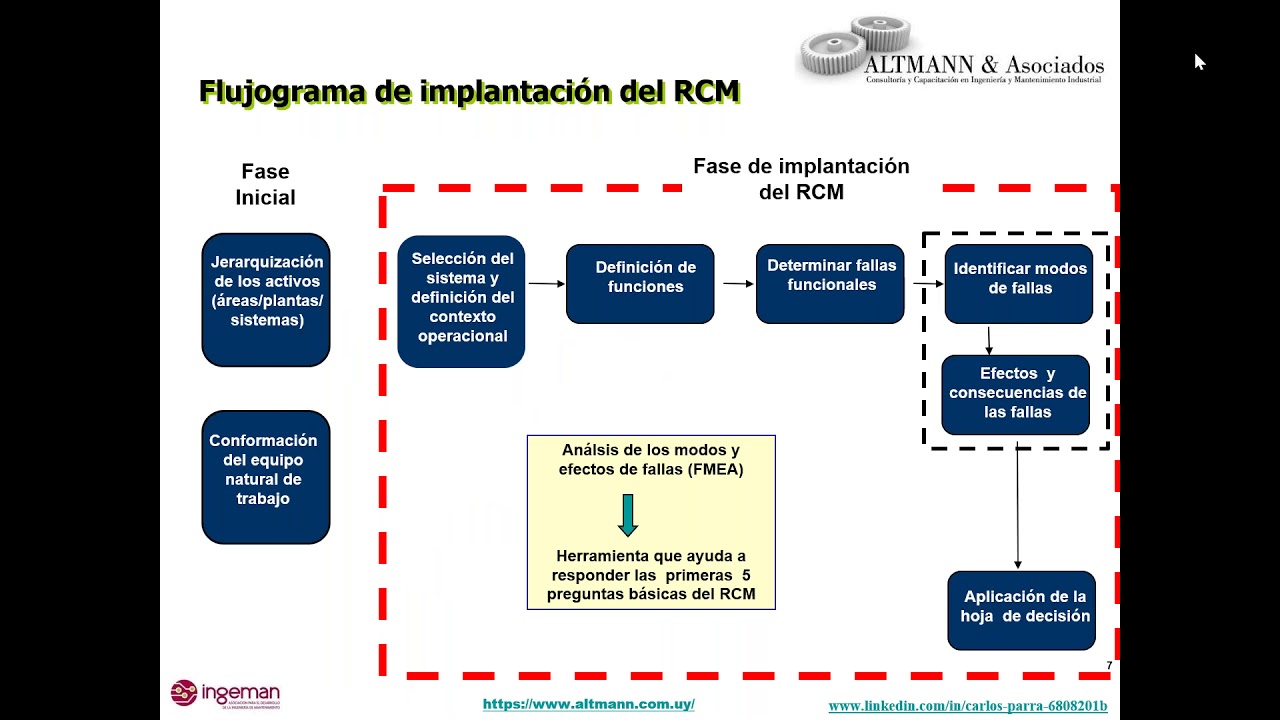
que usar acciones para controlarla y reparar regresar la máquina a su condición normal ese es el juego del mantenimiento basado en condición pedir identificaron problemas de identificar dónde está la causa de falla y corregir la causa de falla para que la máquina regrese a su condición de operación no estoy hablando de reparar la máquina estoy hablando justamente de hacer lo necesario para que la máquina regrese a su condición normal de operación como establezca una estrategia de mantenimiento basado en condición de agua a través de la normatividad acuérdense que las normas son hechas precisamente para trabajar
específicamente una una metodología y obtener resultados similares en diferentes tipos de aplicaciones aplica para cualquier tipo de industria aplica para cualquier tipo de máquina para eso es la normatividad y yo me baso en el 17 359 17 359 la norma son las guías generales para establecer un programa de monitoreo de condición y diagnóstico de maquinaria pero no llega hasta el punto del diagnóstico llega hasta el establecimiento de la estrategia arranca la norma de una manera muy resumida no les comparto la norma pero si lo que dice de un listado de las máquinas que sacó la
lista completa de cuáles máquinas tengo en mi planta y luego a esa es el listado de máquinas le hago el análisis de criticidad vamos a meter solamente aquellas máquinas que tienen que son críticas que tienen un impacto con respecto al la producción que tiene un impacto con respecto al costo que tiene un impacto con el riesgo con la seguridad con la parte del entorno ambiental y esas máquinas las vamos a tener que cuidar de una manera especial a esas analizamos sus modos de falla críticos quiere decir que puede hacer que la máquina y generalmente sociales
a través de una enfermedad un análisis de modos de falla y efecto identificamos los modos de falla y efecto vemos cuáles son los que son críticos cuáles son los que tienen mayor probabilidad de presentarse y a esos modos de españa les buscamos un método para monitorear monitorizar la causa el efecto o el síntoma ojalá pudiéramos hacerlo con la causa porque al hacer un programa de monitoreo de condiciones enfocada a la causa la efectividad y el resultado va a ser mucho mucho mayor que si lo hacemos solamente hasta la parte predictiva definimos el método de monitoreo
y le establecemos una frecuencia de monitorización quiere decir con cuánta frecuencia voy a hacerlo generalmente tenemos que conocer el modo de falla generar entender cuándo inicia y cuándo termina esto nos da una idea con la curva pf que vamos a ver un poco más adelante y en función de ello podemos trabajar con las frecuencias de ahí nos movemos hacia la implementación de la estrategia vamos a colectar datos y los vamos a guardar y administrar y analizar quiere decir para ello tenemos que colocarle límites elementos que nos indican cuál es el valor normal máximo permisible la
desviación de cada una de las lecturas que estamos teniendo y cuando éste se ha rebasado entonces podemos empezar a identificar por qué estamos en una situación anormal que nos tiene que llevar a resolver una vez que determinamos una acción anormal un comportamiento anormal perdón nos vamos a entonces a buscar cuáles son las medidas que tenemos que hacer para esos resultados anormales para contener el problema para controlar el problema para resolver para regresar y eliminar la causa de falla y luego regresar a la máquina de su condición normal de operación una vez que hacemos las recomendaciones
la norma nos dice que tenemos que revisar la efectividad de ellas tienes un indicador que me encanta cuántas veces me aparece una máquina en una condición normal consecutiva si yo tengo una máquina que siempre está apareciendo como una condición anormal significa cualquiera de las dos cosas la primera la acción que yo estoy recomendando para regresar a la máquina su condición normal no es efectiva y la segunda quiere decir que si la acción es la correcta pero que no le están aplicando que no ha habido la intervención que no ha habido la respuesta de mantenimiento que
operaciones no ha sido que no ha programado el espacio correspondiente para que podamos regresar a la máquina y entonces empezaremos a analizar cuál es ese mecanismo de comunicación que tiene que mejorar o incluso entender si la recomendación que estamos haciendo nosotros está fuera del contexto económico de lo que significa la operación de la máquina y entonces analizar qué en base a los objetivos de la organización es mejor esperar hacer la reparación por el beneficio de lo que es el bien de los logros del negocio esto normalmente ocurre en las organizaciones y depende de una muy
buena comunicación pero no hay que dejar de lado la parte de la medición de estos indicadores al final el elemento que nos da el soporte de organización al mantenimiento tiene que demostrar valor tiene que demostrar como con la implementación de las estrategias estamos en la posible de incrementar el retorno sobre los activos quiere decir cómo le hago para que a través de una estrategia de monitoreo de condiciones de mantenimiento basado en condición yo pueda producir beneficios acuérdense que estas estrategias lo que hacen es buscar un no evento el no evento es que no falle la
máquina de no evento es que no se gaste el rodamiento en eventos que no tenga que cambiar el lubricante el nuevo evento es que no tenga que reparar la máquina que no tenga que parar la producción que no tenga un incidente que no tengo un riesgo de seguridad que no tengo un riesgo relacionado con la en la parte ecológica entonces esto no va a aparecer en los gastos del negocio porque no estoy gastando pero va a aparecer en el incremento de la confiabilidad de aparecer en el incremento en la disponibilidad va a aparecer en la
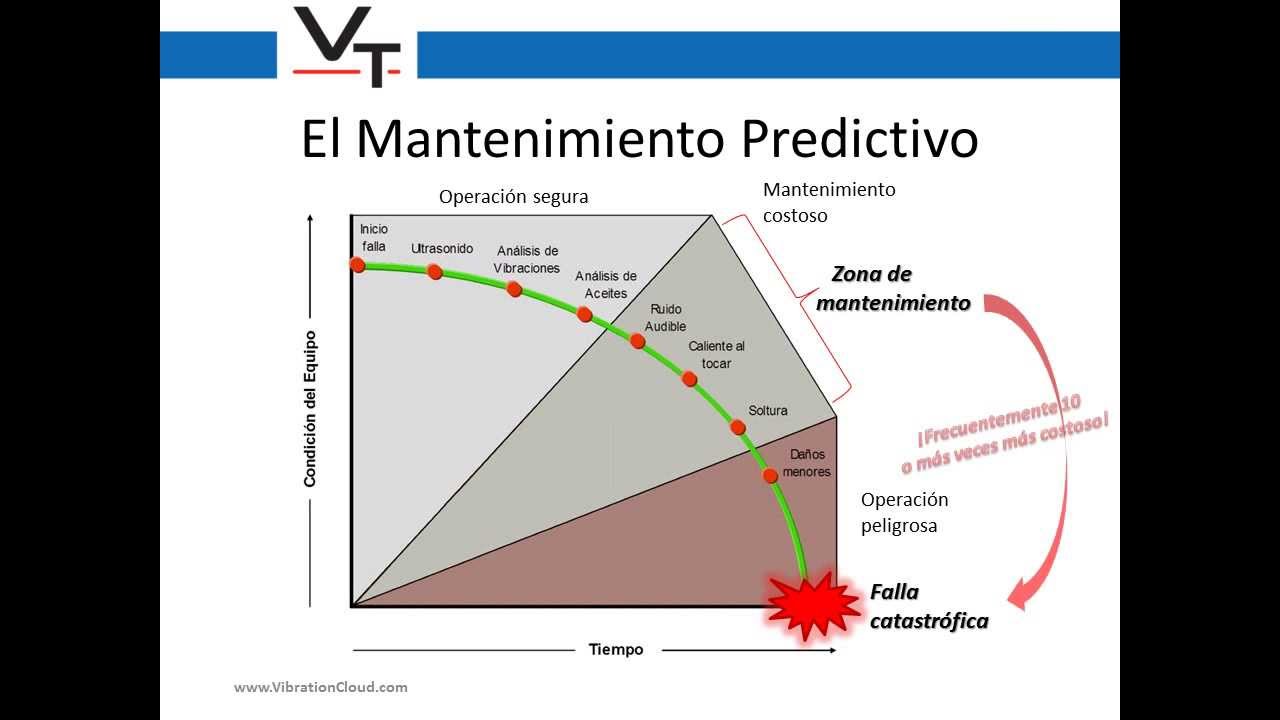
disminución de intervenciones en la máquina va a aparecer en la disminución del costo de las reparaciones va a aparecer la disminución de la mano de obra en los repuestos pues yo tengo que ser lo suficientemente inteligente para capturar esa información y convertirla en un análisis de costo-beneficio que ayude a sostener este tipo de estrategias en nuestras organizaciones hablamos del intervalo pez el intervalo pf tiene el objetivo justamente de identificar cuándo es que pasamos del inicio de la causa de falla quiere decir de la intervención de la introducción del defecto pasamos al punto donde tenemos la
falla potencial y luego el punto donde tenemos la falla funcional quiere decir la máquina pierde su función no se ha roto simplemente ya no está a ver yo lo que tenemos entre p y eso se lo conoce como pf y está basado en tiempo a partir del punto en el cual yo tengo la causa de falla y hacia atrás quiere decir antes de que entre entre la causa de la falla estamos en el dominio proactivo y lo vamos en el reloj de la derecha el dominio proactivo tiene que ver con la identificación y control de
las causas de falla de la máquina no dejes que la causa se presente esa es la mejor estrategia en mi especialidad en la lubricación de maquinaria las causas de fallas relacionadas con las partículas son las más peligrosas entonces establecemos una estrategia proactiva para mantener nuestro aceite limpio ser muy fresco al hacerlo de esa manera evitamos que la falla se presente y por consiguiente hacemos que la vida de la máquina sea amplia cuando no logramos una estrategia totalmente proactiva vamos a caer en el campo de lo que le llamamos el predictivo esa parte amarilla del reloj
donde identificamos el progreso de la falla ya tenemos la causa de la falla en que incluida ahora estamos en el dominio de ver cómo se va comportando la máquina y cómo va disminuyendo su desempeño en función de la intervención de este modelo estamos en la parte predictiva yo todavía puedo tomar acciones para remover la causa de la falla y todavía la máquina se va a mantener una condición de operación suficientemente satisfactoria la voy a poder proyectar en función del tiempo si yo logro controlar aquí esta curva ya no va a seguir hacia abajo sino que
a estabilizar y no voy a tener la falla de la máquina la siguiente el siguiente enfoque es la zona roja es el área protectiva quiere decir aquí ya no puedo salvar la máquina aquí lo único que voy a hacer es programar la reparación de ese componente para que ese componente no me afecte la función y entonces no me afecte la parte productiva la parte económica la parte ecológica o incluso de seguridad en ese punto estamos hablando de lo que le conocemos como el correctivo planeado es un correctivo planeado a través del monitoreo de la condición
vamos a tener que reparar la máquina mi objetivo es trabajar en la zona verde y amarilla que significa que no tengo que reparar pero si no logré hacer nada antes de esto tengo que llegar a la zona roja que es donde ya tengo menos tiempo para resolver esta zona de aquí esta zona de aquí es la que estamos hablando en este momento desafortunadamente en la industria el 80% trabaja aquí esperamos a que la máquina esté en el momento en el cual la máquina baja ya para entonces programar y hacer la reparación nos tomamos acciones proactivas
que vayan a la causa si no nos enfocamos solamente en el síntoma y en el efecto hablemos del et de la sinergia hablemos de la integración de las tecnologías del monitoreo de condición aquí tenemos un diagrama de ven aquí son los modos de falla que el análisis de aceite puede detectar los modos de falla que el análisis de vibración puede detectar los modos de falla que la termografía puede detectar lo movemos como hay áreas pones estas son los modos de falla que puedo detectar entre análisis de lubricante interno grafía estos son los modos de falla
que puedo detectar entre nantes kubrick ante vibraciones estos los modos de falla que puedo detectar entre análisis de vibración internos grafía y estos son los modos de falla que se pueden detectar entre todos bueno aquí hay dos cosas vemos como las tecnologías se juntan pero también vemos que hay tecnologías que tienen fortalezas únicas esta parte en la parte roja que parece aquí son las fortalezas del análisis y lógicamente si yo no hago análisis de lubricante en un componente todos esos modos de falla van a aparecer inadvertidos me van a provocar una falla en la máquina
antes de que yo me dé cuenta no podemos tratar que las las competencias se den entre las tecnologías tenemos que buscar que se integren que se junten que unan tenemos que buscar cómo tenemos toda la posibilidad de colocar la información de varias tecnologías juntas para poder identificar modos de falla de descartar modos de falla encontrar causa encontrar efecto encontrar síntomas y ser mucho más efectivos en el momento de tomar las decisiones que me llevan a conservar la vida de mi máquina o en ampliar la vida de mi componente diagnóstico y pronóstico es la parte que
requiere de conocimiento requiere de educación requiere de certificación necesitamos especialistas que sepan interpretar en cada una de las tecnologías la hizo 18 436 establece los requisitos de certificación para vibraciones ultrasonido lubricación tibro tribología lubricación lo que tiene que ver con termografía ultrasonido para que tengamos especialistas certificados en las categorías correspondientes gente que pueda tomar adecuadamente la muestra gente que pueda tomar adecuadamente identificar diagnosticar y pronosticar la falla que hay en la maquinaria necesitamos el conocimiento en este momento de especialistas sin ellos la tecnología no sirve necesitamos reconocer el modo de fallan estamos a ver qué
es lo que está pasando si venimos del análisis de modo de falla y efecto para el diseño de la estrategia no tenemos tanto problema porque ya sabemos cada tecnología cuáles modos de falla está dirigido esto es una estrategia yo le llamo de rayo láser estamos apuntando específicamente un modo de falla hay estrategias de escopeta donde le tiramos a lo que le a lo que sea y a veces le pegamos y a veces no le pegamos al modo de falla oa veces no sabemos que estamos buscando la segunda es identificar qué componente es el que está
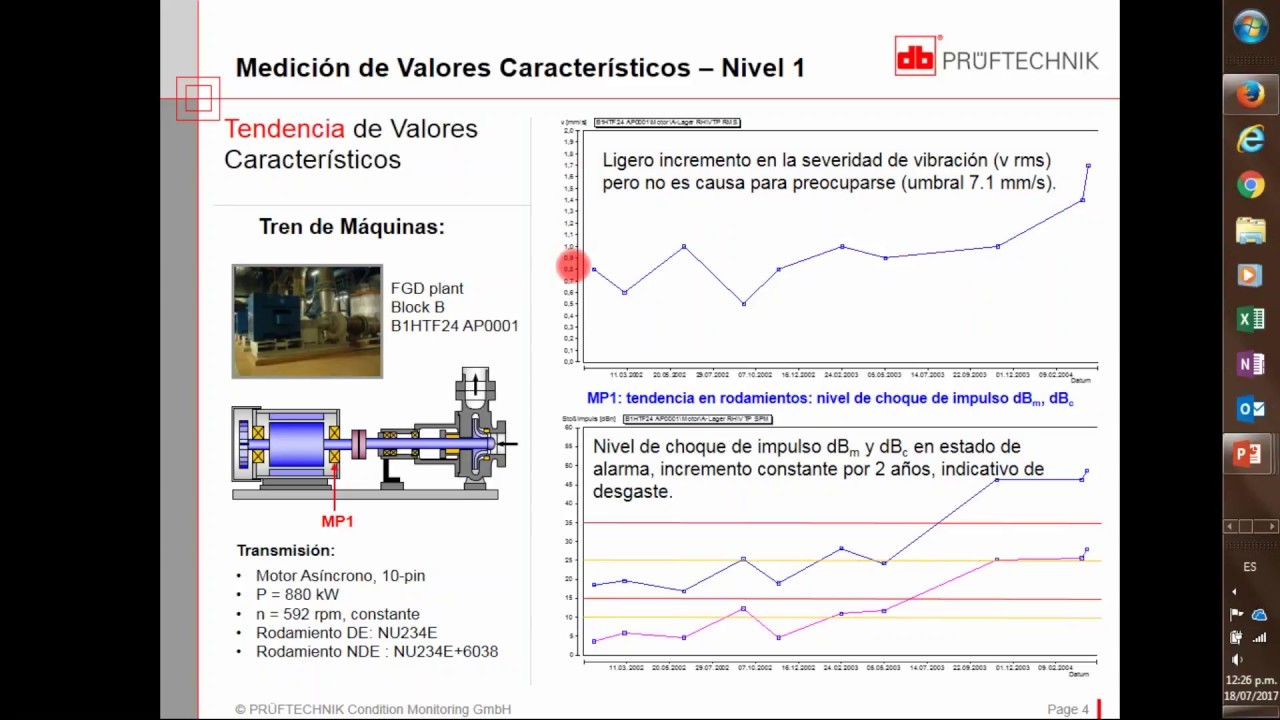
en que se está dañando en una caja de grandes se puede estar habiendo un problema en un rodamiento puede haber problema en el lastre del engranaje en un sistema hidráulico la bomba la válvula el motor y el motor hidráulico el pistón o el cilindro que está actuando yo quiero saber que se está dañando para poder entonces identificar y concentrar mi estrategia en el primero en el retiro del modo de falla y segundo identificar cómo puede hacer que ese componente regrese a su condición normal reviso la tendencia siempre buscamos hacia el pasado para saber que viene
en el futuro o sea voy a leer qué ha pasado con mi información de las muestras anteriores y cómo estoy en la muestra actual yo puedo tener una estrategia perdón una tendencia estable anormal pero eso significa que el modo de falla no no se ha hecho peor que está controlado que la máquina a pesar de que está normal no está empeorando pero si esa tendencia es anormal con incremento positivo y además muy alto significa que la máquina cada vez está peor y entonces las acciones que yo tengo que tomar en ese momento tienen que ser
más rápidas tienen que ser más contundentes para que entonces este modo de falla no me vaya a afectar directamente a la máquina ahí estamos viéndonos moviéndonos en el intervalo pf conforme la tendencia podemos ver qué está pasando no te puedo decir cuándo se va a morir pero sí te puedo decir si se va a morir pronto se va a morir después de un tiempo es el informe eso que necesitamos a partir de la tendencia para establecer el pronóstico qué va a pasar que tengo que hacer con el pronóstico y con la detección del modo de
falla es como cuando ya reconocí la enfermedad y ya sé que tanto ha progresado esa enfermedad ya puedo recetar la medicina ya puedo ir a decirle a la gente de mantenimiento hay que hacer esto y hay que hacerlo con esta urgencia con esta importancia me puedo esperar no me puedo esperar o tiene que ser al día siguiente el monitoreo de condición se está moviendo en los últimos años se está moviendo hacia ese movimiento de la industria 4.0 a la incorporación de sensores a la robótica a la información pero pensemos primero como lo hacemos ahora y
cómo se puede convertir en algo al futuro actualmente que tenemos que hacer seleccionar la tecnología yo tengo que buscar si voy a utilizar vibraciones ultrasonido análisis de lubricantes para que entonces podamos utilizar una técnica correcta dirigida al modo de falla y luego de nuevo a establecer una frecuencia posteriormente me voy a colectar los datos luego interpretó los datos luego tomo mis decisiones de mantenimiento bueno cuando lo hagamos a través de la parte manual mecánica con nuestra tecnología que utilizamos actualmente esa base en la metodología pero conforme nos vayamos moviendo hacia los avances de la información
de la tecnología vamos a poder utilizar múltiples tecnologías aplicadas a una máquina y no solamente la tecnología aplicada a la máquina sino que vamos a poder obtener información relacionada con operaciones con el medio ambiente con la temperatura con el tipo de proceso en el que estamos trabajando con variaciones en la operación con variaciones en energía con variaciones de la operación y entonces vamos a poder incorporar toda esa información junto en la parte de lubricación por ejemplo hay sensores ahora que pueden capturar varias variables diferentes variables en el mismo sensor yo puedo tener la viscosidad del
color del aceite la forma de la partícula la cantidad de la partícula la cantidad de la concentración de agua en el mismo sensor y además yo puedo tener integrado un sensor de vibraciones y además puedo tener integrado un centro de temperatura y además puedo tener integrada la medición de los variables de operación bueno toda esa información junta además trabajándose en tiempo real imagínense la cantidad de datos que tenemos y actualmente lo que estamos haciendo es hacer una muestra cada tres meses cada seis meses cada nueve meses ahora tenemos muestras cada instante en tiempo real la
cantidad de información que tenemos ahí es enorme se juntan se juntan pero la mano se junta solamente la de la máquina se junta también información relacionada con otras áreas de operaciones esto se va hacia una nube ahí se junta la información y esa esa gran cantidad de información es analizada a través de diferentes herramientas a través del aprendizaje de la máquina machine learning a través de inteligencia artificial a través de una estrategia que nos lleva a correlacionar todos estos datos para pronosticar se llama prognosis un pronóstico de lo que viene pero basado en el conocimiento
de la información que tenemos aquí hay avances importantísimos en la industria hay mucho que se está haciendo hay mucho que se viene desarrollando hace un poco estuvimos analizando en el futuro del mantenimiento de una de las reuniones en uno de los foros de discusión de cartagena en colombia narrando el copión el futuro del mantenimiento estábamos hablando justamente de eso como la tecnología se va a incorporar como los datos se van a empezar a analizar de una forma distinta hay un reporte de pricewaterhousecooper que habla de como el mantenimiento va a ser en condición 4.0 se
ha empezado a utilizar lo ha hecho cuáles son las cosas que han integrado cómo lo han integrado en todos los casos en los que hemos leído los resultados son extraordinarios hay una localización de modos de falla que no se podía hacer anteriormente porque no había esa correlación de la información las máquinas emiten la información luego esta se analiza se aprende de una máquina se aprende de la misma máquina se aprende de máquinas que están en otro lado se aprende de máquinas que están en contextos completamente diferentes y toda esa información se junta imagínense la información
de todas las máquinas de un operando en el mundo que toda esa información se pueda juntar esa correlación de datos nos va a poder llevar a hacer muchas cosas en la industria nos va a poder hacer que los diseños mejoren que mejoren los diseños enfocados a las ciertas tecnologías que ajusten las máquinas las mismas máquinas en el futuro que van a hacer vamos a poder tomar decisiones nosotros como personas y como individuos basados en el conocimiento que nos entregan la información o incluso las máquinas se van a poder reajustar automáticamente o incluso máquinas que no
están fallando pueden aprender de máquinas que se encuentran en modos de falla y ajustar y corregir para cuando esto se vende ocurre en el futuro y esta no quiero decirles que es un futuro cercano ni lejano es un futuro que se está gestionando en este momento en mi opinión personal estamos en la etapa de inicio el conocimiento de lo que es la tecnología de la información integrada al mantenimiento de la operación para poder tomar decisiones hay que trabajar con análisis serios hay que trabajar con análisis cuidadosos para decidir si esto es bueno para nuestra empresa
para nuestra industria en el contexto que estamos si vale la pena invertir o actualizar o simplemente quedarnos donde estamos vienen muchas cosas por hacer pero lo importante es que nuestro método de nuestro sistema esté bien diseñado que la estrategia esté bien hecha que nuestra gente esté capacitada para la toma de la información para la toma del dato para el diagnóstico y el pronóstico y entonces veremos cómo la información y cómo la tecnología se va incorporando para hacer que tengamos plantas más seguras y más confiables bueno aquí termino con mi presentación yo les agradezco mucho el
favor de su atención mi nombre es gerardo trujillo aquí están los datos de las páginas de copy man y de alga ahí está mi número de whatsapp en el lado izquierdo y en las redes sociales estoy en twitter como gt look coach en linkedin esto como gerardo trujillo mexico y bueno disponible siempre a seguir conversando con ustedes sus preguntas toda la información que ustedes requieran al respecto de este tema será contestada vía correo electrónico a través de estas redes los invito por favor no se separen no se separen de su iniciativa de cocinar este trabajo
es el esfuerzo mío tiene que ver solamente con iniciarlo a partir de aquí contamos con la colaboración con la participación con el empuje de todos ustedes para que a partir de aquí tengamos este mundo que se comunique que aprenda juntos y que hagamos crecer el conocimiento les agradezco de verdad sinceramente el que nos hayan acompañado por favor nos vemos aquí en las siguientes ediciones de los cursos cortos de confiabilidad mantenimiento y gestión de activos de copy man y de anv y que tengan muy buena tarde hasta pronto