Have you ever wondered how the rails that support the weight of trains traveling thousands of kilometers without deforming are manufactured? Each section of steel can weigh more than six tons and withstand decades of continuous use under extreme conditions. But behind that apparent simplicity lies a monumental process.
Mining, smelting, rolling, welding, and testing that combine brute force with millimeter precision. Today you'll discover how the steel industry transforms rock and fire into the tracks that connect the entire world. It all begins deep within the earth where iron ore lies hidden between layers of ancient rock.
To reach it, enormous industrial excavators and drills work tirelessly moving colossal quantities of material. Each shovel can lift tens of tons in a single movement. But before that can happen, engineers must prepare the ground with surgical precision.
They drill into the rock with high-powered drills, creating perfectly aligned holes and calculating each angle with precision, because that's where they will place the explosive charges that will release the ore. It's not about indiscriminate destruction, but about controlling the energy of the explosion to fracture the protective rock without damaging the valuable contents inside. When the roar dies down and the dust settles, an army of mining trucks, some the size of a house, springs into action.
They load the blasted fragments and transport them to the crushing plants, where the transformation of the raw ore into usable material begins. In some deposits, extraction takes place underground. Tunnels reinforced with steel and concrete allow the passage of rail cars or conveyor belts that carry the ore directly to the [music] surface.
Although the machinery is impressive, human intervention remains at the heart of the process. Engineers and technicians control every step, monitoring the pressure of the explosives, calibrating the drills, checking personnel safety, and verifying that each extracted charge meets quality standards. Each ton that leaves the mine represents much more than crushed rock.
It is the first link in a gigantic industrial chain. From this raw material will be born the steel that after passing through fiery furnaces and extreme refining processes will become the rails that will support the weight of trains for decades, crossing countries, connecting cities and moving the world on a path forged in fire and precision. Once out of the mine, the ore cannot be used directly.
First, it must go through the crushing process where powerful steel mills reduce it to fragments of the appropriate size. The size of each particle is precisely controlled. If they are too large, they will not melt properly.
If they are too small, the mixture becomes unstable in the oven. When the ore reaches the ideal size, it is mixed with coke, a form of purified coal, and fluxes such as limestone or fluorite. These materials are combined in huge industrial mixers equipped with constantly rotating paddles, ensuring a homogeneous distribution.
This step, although it seems simple, is fundamental. The uniformity of the mixture will determine the chemical quality of the steel and therefore the strength of the rail. With the ore ready, the most intense stage begins, the manufacturer of steel.
Inside enormous electric arc furnaces or blast furnaces, temperatures exceeding 1,600° C are reached, enough to transform the solid mixture into a liquid metal that shines like lava. Automated systems feed the furnaces with millimeter precision, controlling each batch with thermal sensors and spectrometers that analyze the chemical composition of the steel in real time. Heatresistant robotic arms remove impurities and adjust the mixture while engineers add alloying elements such as manganese, chromium or silicon to increase hardness, flexibility and corrosion resistance.
A single electric arc furnace can melt more than 150 tons of steel in less than an hour. But this power comes at a cost. The steel industry is responsible for almost as much CO2 annually as the global aviation sector.
A challenge that is driving plants to seek cleaner and more efficient technologies. When the molten steel reaches the exact purity and temperature, it is ready for its next transformation, molding. Liquid steel is poured into continuous molds that give rise to ingots, rectangular blocks or billets.
These are partially cooled and immediately transferred to the reheating ovens where their internal structure is stabilized before rolling. In these thermal chambers, the temperature is kept above 1,200° C by means of high power burners and infrared sensors that monitor every point of the metal surface. Cooling too quickly could harden the outer layer and cause cracks during lamination, which is why thermal control is constant.
Next, the billets move to the rolling preparation line where alloy steel rollers driven by hydraulic motors and high- power gearboxes begin to shape them. The pressure, speed, and rotation of each roller are digitally precise, distributing force evenly to avoid internal stress. This is one of the most fascinating moments of the process.
The perfect synchronization between mechanics and electronics. A computerized system collects data from dozens of sensors and adjusts the pressure in real time, ensuring that each piece moves forward flawlessly, ready to take its final shape. The glowing billets advance towards the final rolling line.
On heatresistant roller tables, they enter the main rolling mill where large diameter rollers apply a force of thousands of tons. The steel flattens and lengthens, and little by little, its profile begins to resemble that of a rail. It then passes through a series of intermediate rollers [music] that compress and rotate the metal, eliminating stresses and dimensional errors.
Finally, in the finishing laminator, specially designed grooved rollers carve the characteristic eyeshaped profile with head, web, and foot, which provide strength and stability without excess weight. Between each stage, jets of pressurized water clean the surface rust and control the temperature, maintaining the thermal balance of the steel. Laser sensors measure the height, width, and straightness of each rail in real time, sending data to the central system that automatically adjusts the pressure and speed of the rollers.
One of the great advantages of these plants is their ability to quickly change roller sets and produce different types of rails without stopping production. Here the final geometry of the product is defined before proceeding to cooling and heat treatment. When the rails emerge from the main rolling mill, they still glow a deep red.
At that point, the steel retains a tremendous amount of internal energy and stresses that if left unchecked could lead to warping or cracking. To prevent this, they begin one of the most critical stages of their manufacture, heat [music] treatment. A process that determines their final strength.
The rails move slowly through a controlled cooling system. Dozens of nozzles release jets of pressurized water that envelop every inch of the incandescent steel. The flow rate and temperature are constantly adjusted to cool the material evenly.
If one part cools faster than another, the metal could warp or fracture, ruining weeks of work. After this initial phase, the rails enter precision furnaces where various thermal processes are performed. quenching which hardens the surface, tempering, which restores some elasticity to the steel, and a kneeling, which eliminates internal stresses accumulated during rolling.
Each process requires specific temperatures, times, and cooling curves, carefully programmed by metallurgical engineers who monitor every parameter in real time. This balance between heating and rapid cooling is what gives steel its [music] soul, its perfect microscopic structure. The combination of both stages creates a stronger, tougher, and more stable material.
In the end, the rails retain their exact shape with defined edges, a clean surface, and a hardness capable of withstanding millions of load cycles. Thanks to this meticulous treatment, the rails can withstand the weight of trains traveling thousands of kilometers, year after year, under extreme temperatures or torrential rain, without losing their integrity. Essentially, this phase transforms simple steel bars into the true backbone of modern transportation.
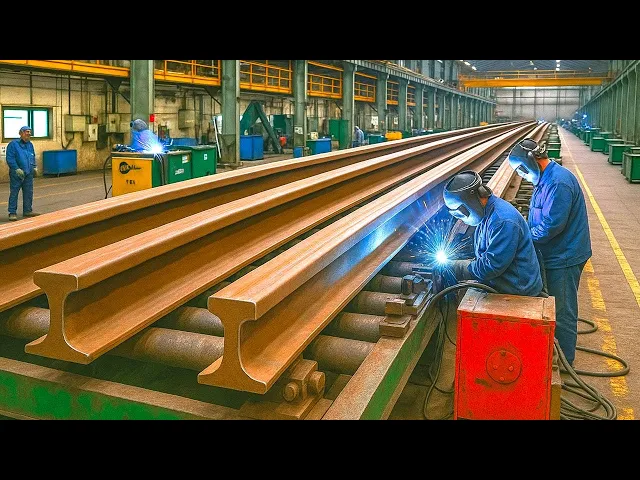
Once the rails have been tempered and reached their maximum hardness, they move on to one of the most delicate and crucial phases of the process, continuous welding. At this stage, the absolute priority is to achieve a perfect bond between the individual sections of steel so that the final result is a single continuous piece without cracks or visible imperfections. The process begins with the precise alignment of each rail using motorized rollers and highresolution laser sensors.
The ends are adjusted with tolerances of just a few tenth of a millimeter. Even the slightest error could compromise the straightness of the assembly, which is why the process is fully automated and operators monitor every detail from digital control stations. Once aligned, a highintensity electric arc is activated, capable of reaching temperatures exceeding 3,000° C.
This extreme heat simultaneously melts the edges of the two rails while hydraulic cylinders press them together with a force calculated down to the millimeter. The result is a homogeneous fusion in which both ends become a single solid mass of steel. Once the joint cools, an automated grinding and polishing system removes the excess material, leaving a perfectly smooth surface free [music] of ridges or irregularities.
To the naked eye, the weld disappears, and by touch, it's impossible to distinguish where one rail ended and the other began. The end result is a continuous track that can reach several hundred meters in length, minimizing traditional mechanical joints. This translates into a more stable and quieter journey.
Trains can travel at high speeds with less vibration, less wear, and greater energy efficiency. Before being approved, the rails go through a battery of exhaustive checks. Optical sensors, high-speed cameras, and laser analysis systems scan the entire surface, detecting even micro cracks or scratches invisible to the human eye.
Simultaneously, X-ray scanners and ultrasonic devices examine the interior of the steel for possible gas bubbles or internal cracks. Some samples are subjected to extreme physical tests. [music] Hydraulic machines bend, stretch, and compress them to the limit while recording the resistance and hardness values.
[music] Only rails that exceed all standards receive final certification and the mark of approval that identifies them as suitable for rail service. Each piece is registered with a batch number that allows its origin, composition, and manufacturing process to be traced. Once certified, the rails are loaded onto special trailers secured firmly to prevent any vibration or deformation during transport.
Once at the construction site, specialized cranes and forklifts unload them with extreme care. The technicians place them following precise structural plans, adjusting the alignment and tilt with laser levels and surveying instruments. They are first temporarily fixed with bolts and then permanently welded or adjusted.
Throughout the installation, the work teams communicate by radio to coordinate every movement. The machinery helps to lift and hold the rails, but the final adjustment depends on the eye and experience of the operators. The stability and safety of the entire railway line depends on its accuracy.
Beneath every train you see go by, there are hundreds of hours of work, planning, and control. Each rail is the result of a perfect combination of machine strength and human skill. From the mine to the railway, steel becomes the backbone of progress, a material that supports bridges, buildings, factories, and of course, the railways that connect continents.
The next time you see a train silently moving along its rails, remember that it doesn't just carry cargo or passengers. It carries the history of human ingenuity and industry that never stops.