regulatória sobre o tema Bom dia tudo bem satisfação tá aqui muito bacana ouvir aí o Leonardo ouv a Márcia tatian o Davi eh é legal tava pensando aqui a quantidade de conhecimento que nós temos no Brasil eu faço muitas pressões fora do Brasil a gente acaba absorvendo muito conhecimento fora também e é muito bom ver aí a turma falando tão bem de forma tão aprofundada bom eh eh vou trazer um pouquinho aqui do que a gente vem discutindo um Pou um resumo aqui do que eu faço as minhas atividades eh hoje enfim eu atuo jun
Anvisa estava atuando né na revisão do G cq9 agora a gente trabalha mais na parte de exercícios e treinamentos eh também junto ao Mercosul e a gente faz um papel muito importante no Mercosul na parte de eh capilarização de conhecimento mesmo trazendo um pouco da expertise do Brasil e o Brasil e a Argentina hoje fazem parte do pix nas améric na América do Sul Isso é muito bom PR os demais países né comitê técnico magistral E aí sempre com foco principal no campo de estéreis que a gente vem trabalhando fortemente eh e na parte também
das boas práticas distribuição armazenamento e transporte né dentre outros temas e agora o anexo um também enfim eh e aqui eu queria trazer uma base regulatória que todo o trabalho que nós fazemos eles TM um alinhamento regulatório né isso aqui a gente sempre apresenta nas inspeções para que todos saibam e entendam que as resoluções as instruções normativas que são publicadas no no âmbito da Anvisa são oriundas de leis elas são baseadas em leis todas elas têm um embasamento legal eh e enfim a nossa lei principal Hoje é a 6360 que a gente se Embasa mas
também a 9782 que é de criação da agência dentre outras Deixa eu ver se eu consigo um Pointer aqui joia e o objeto sempre das inspeções no campo dos medicamentos da fabricação de medicamentos eh é a nossa 658 a gente dá um embasamento enfoque principal porém né Sempre com é quando a gente trata de produtos específicos como no campo dos estéreis a gente usa ainda a in 35 e nós sabemos que entre a in 35 e o anexo 1 Há uma grande diferença eu vou falar mais no final e sobre impactos regulatórios sobre preocupações nesse
sentido também mas a gente realmente encoraja eh as empresas nacionais A seguirem aí os as orientações de anexo um já mesmo antes da publicação de uma Norma que vai substituir a in tá bom muito bem então Aqui estamos com a nossa n eh 35 destacando o último artigo que passou a vigorar é é o referente a aos testes de integridade né recipientes fechados por fusão então 100% feitos por teste de integridade e foi bem colocado agora eu não me recordo por quem eu acredito que tenha sido pela Tatiana e essa diferença que há Muita confusão
né Há Muita confusão com relação ao teste de integridade ou testes eh visuais adicionais e não são a mesma coisa né a gente entende que não não são a mesma coisa os objetivos também são ligeiramente distintos e isso aqui é uma é uma realmente uma demanda tecnológica adicional que espera no segmento Industrial nacional isso lá fora também é muito cobrado e também é fonte de não conformidades que por incrível que pareça né a gente acha que aqui a gente tá atrasado mas em várias inspeções que nós fazemos fora a gente observa que as empresas confundem
ainda esses testes com os testes 100% visualmente feitos para identificação de partículas né enfim essa falha representa uma não conformidade eh eh entrou em vigor recentemente então aqui a gente apresenta um um quadro né diretrizes Gerais reiterando as questões e o alinhamento ao pix então naturalmente as revisões serão internalizadas ao longo do tempo não existe um prazo máximo existe uma necessidade de atualização eh enfim nós já falamos foi muito bem falado aí pela pela turma toda Márcia Leonardo enfim sobre as questões relacionadas à publicação a os os os os steps né os principais Marcos aqui
da publicação do início da vigência para Europa entendendo que nos países europeus essa Norma ela é automaticamente assimilada o guia e o anexo serve como normativa na Europa porém em outros países é entendido que passa por revisão regulamentar isso é bem compreensível e o último item que passou a vigorar praticamente essa semana né refere-se à questão as etapas de liofilização sistemas automáticos ou sistemas manuais hoje fazem Total diferença no processo de esterilização dos liofilizadores na expectativa regulatória né aqui para mostrar mostar a a magnitude da mudança né entre um guia anterior e o guia atual
então Observe aqui observamos aqui a quantidade novos novas páginas praticamente a 40 novas páginas eh para detalhar né trazer um detalhamento apresentar mais clareza eh exigências adicionais também de alguma forma retirar algumas ambiguidades ou inconsistências eh e destaco também fortemente o alinhamento que hoje se fez entre o os as orientações de fabricação de estéreis com guias relacionados a sistema de qualidade farmacêutica e gerenciamento de risco Então hoje tá muito alinhado eh intrinsecamente ligado eu diria que é inseparável Porque toda o processo do início ao término ele se baseia em risco e a empresa que o
faz que faz essa análise baseado de forma eh robusta com base em informação técnica ela sai à frente né E isso aqui hoje não é mais uma opção é uma obrigação né então novas tecnologias nós observamos uma fase de robotização de automação eh Inteligência Artificial Ou seja a tendência que nós vemos é de diminuição cada vez mais do contato humano com o produto ou seja um cuidado de se evitar um contato eh eh de mitigar esse acesso humano ao produto estéreo e obviamente eh se estimula como bem colocado lá pelo David o processo eh preferencial
é sempre de esterilização terminal que ele realmente é acarreta menos risco ao produto desde que o produto obviamente tem estabilidade o budg de estabilidade do produto permita esse processo né Muito bem enfim e essa Norma traz aí uma série de novos conceitos como colocado lá muito bem lá pelo pelo Leonardo numa etapa pelo le numa etapa eh de qualificação né de monitoramento ambiental identificar as questões de primeiro ar então toda a parte de layout desenho estrutural do processo de invas asséptico agora tem que agora não na verdade isso aqui eh é uma informação que já
vios observando alguns anos mas agora está patente a o cuidado com o primeiro ar né então isso é visto como né como numa exeção nós vemos isso nós vemos isso por meio dos exercícios de de de qualificação eh os testes de fumaça etc uma robustez uma maturidade aprimorada aí no noos controles de contaminação cruzada agora passa a ser uma documentação mais bem estruturada e os processos assépticos né a simulação asséptica o APS Então são termos que apareceram de forma foram importantes né a gente vê numa grande novidade no sentido eh do que já vinha sendo
feito especialmente nas empresas de ponta porém agora virou uma Norma vai se tornar uma Norma para nós também no Brasil deixar muito claro aqui que o processo de simulação asséptica ele a gente não entende ele né como um processo que define se o produto vai est estéril ou não então ele tem que ser aplicado como mais uma ferramenta eh no combate no controle de microrganismos e enfim que possam causar algum dano na qualidade do produto então falamos da questão do primeiro ar e obviamente os testes de fumaça São Sem dúvida aí a o principal modelo
eh factível né de de se identificar esse primeiro ar durante as atividades só que obviamente se houver um design muito bem feito dos equipamentos para o o processo em si Eh Ou seja um trabalho de planejamento muito bem feito Pode sim haver falha do durante essa etapa já e ser né um gerar um retrabalho muito Custoso para as empresas as questões relacionadas ao controle de contaminação então aqui nós observamos uma gama de H Pilares importantes dentro da indústria que vão que são analisados obviamente pelo pela equipe pela durante a inspeção com alguns destaques né eu
faço alguns destaques aqui para começo conversa a etapa de desenho Então hoje a gente vê de forma muito positiva a empresa que inicia o seu processo de uma forma mais estruturada ela acaba realmente tendo um trabalho mais harmônico de adaptação inclusive às normativas atuais né Eh nós Engraçado que nós vemos por exemplo plantas de sólidos não estéreis Olha isso há várias plantas de de sólidos não estéreis já com classe D sabe com classe D inclusive fazendo os estudos microbiológicos também isso não é necessariamente um requerimento hoje né classe D ou seja ISO o mas controles
microbiológicos aplicados então todo esse design ah ouvi falar também durante uma palestra questão de pé direito né então se você não se prepara para um futuro realmente é pode ser pego de surpresa e não se adequar e ter que fazer uma nova fábrica por exemplo questões relacionadas à gerenciamento de risco como falamos eh precisa ser muito bem estruturado a Márcia trouxe bastante conteúdo sobre isso aqui nessa nossa discussão eh mas eu destaco muito a embasamento técnico robusto e baixa subjetividade nesse estudo diminuir subjetividade buscar mais apoios dos fornecedores que detém conhecimento sobre o equipamento a
sobre um outro x qualquer enfim e é buscar Fontes que sejam confiáveis obviamente especialmente no início de uma linha no início de um processo que ao longo do processo Fabril é natural que a empresa vá obtendo novos conceitos novas informações que vão angariando ali eh alternativas para tornar o processo ainda mais controlado eh os sistemas de monitoramento né espera-se que sistemas de monitoramento hoje sejam realmente eh sólidos ali sejam realmente eh consistentes para gerar informação consistente não é nãoé para não é para inglês ver é é para gerar informação consistente para auxiliar no processo de
melhoria contínua enfim eh pessoal né as questões de pessoal treinamento isso aqui a gente f fala desde sempre né a a importância e a relevância de pessoas qualificadas o processo também de descontinuação no no no pessoas no ambiante asséptico ou seja eh procedimentos muito bem definidos para desqualificar pessoas em determinadas circunstâncias e esse monitoramento contínuo de das pessoas e comportamental né comportamental de forma muito Ampla já passei por inspeções por exemplo que o líder de de de produção foi nos apresentar a área de produção e Detinha aliança na mão e colocou enfim não aplicava conceitos
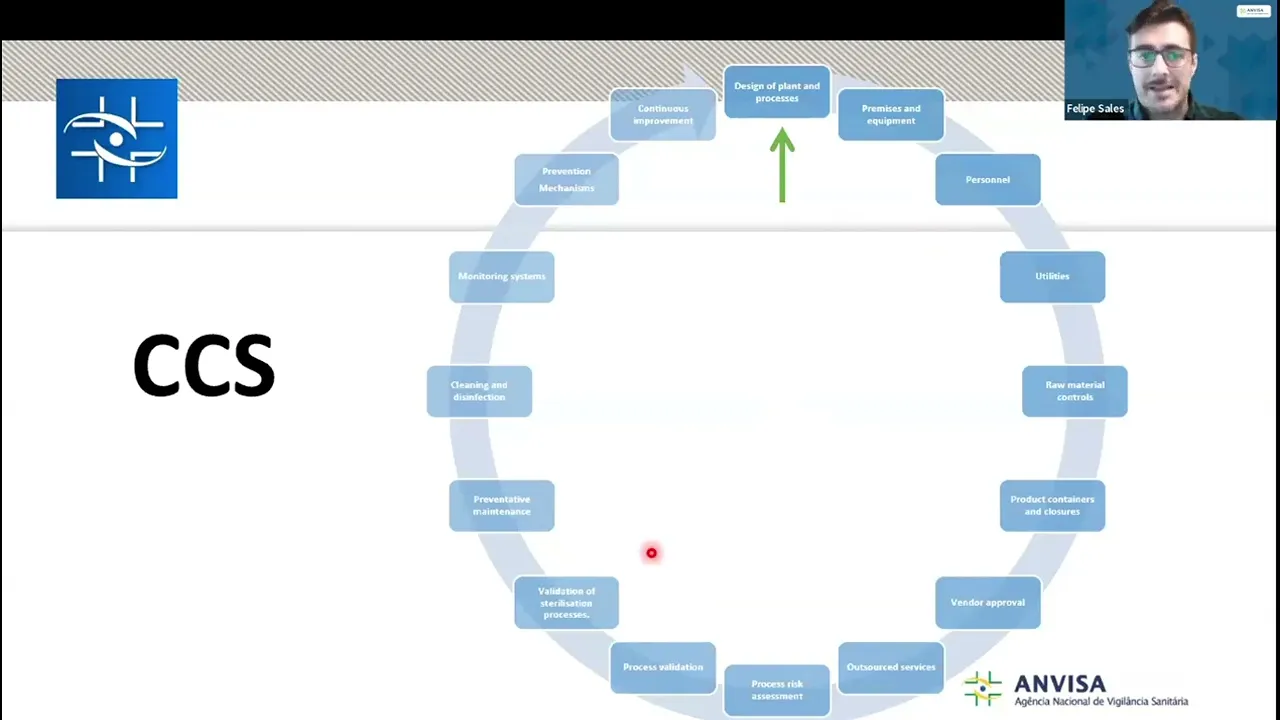
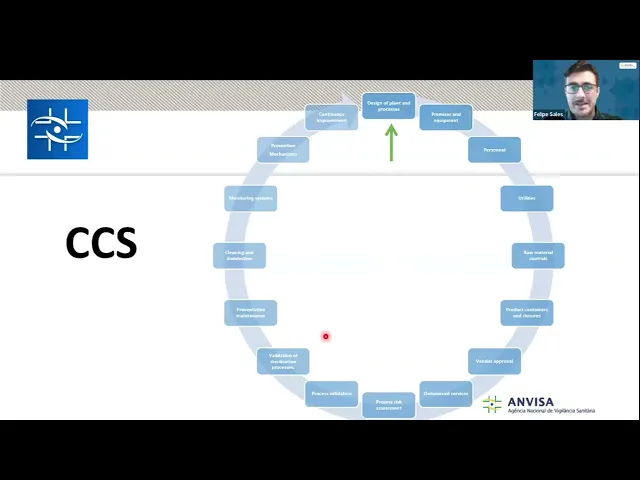
básicos eh já em classe em área classificada e dali a gente observa já fui em ambientes também empresas que ah para vocês terem ideia se cobria a barba mas deixava o bigode para fora coisas inusitadas que a gente a gente observa que é um misto de cultura e realmente e fortalecimento dos treinamentos Falamos aqui um pouquinho eu não vou ficar repetindo né Eh informações que já foram colocadas deixar mais espaço pra gente eh fazer perguntas e bater papo bom então aqui a gente observa que durante as inspeções as empresas já estão estruturando documentos mais robustos
para Eh Ou seja alcançar esses objetivos definidos aqui pelo pela os elementos do CCS no anexo um coisas que as empresas já o faziam já fazem regularmente contudo com um pouco mais de eh relacionando eles de uma forma mais clara né de uma forma mais harmônica projeto instalação pessoas portfólio eh lista de produtos classificação toxicológica desses produtos e expectativa nesse sentido também porque aqui importante destacar que a norma ela não fala não é específica para contaminação cruzada porém todo o arcabouço das das boas práticas hoje na nossa 658 precisam também ser inseridos aqui nesse racional
quando a gente fala de plantas e especialmente produtos altamente sensibilizantes E altamente potentes então fornecedores Gestão de Risco validação do processo programas de manutenção muito bem feitos limpeza e desinfecção e aqui entra toda a parte de conhecimentos toxicológicos dos produtos manufaturados né os os os parâmetros de pde os parâmetros os estudos toxicológicos definindo o risco do produto também né ou em outra análise a gente pode falar o perigo numa análise de gerenciamento de risco tipo de carsa tem esse produto de que forma eu tenho que trabalhar para reduzir e mitigá-la e de uma forma consistente
sistema de monitoramento espera que efetivamente o sistema de monitoramento ten a atuação tempestiva no processo né vou pegar aqui né um exemplo colocado também ao longo das palestras caso o número de partículas esteja realmente fora partículas totais fora dos parâmetros pré-estabelecidos espera-se um que o que o sistema seja capaz de interromper o processo de enchimento asséptico por exemplo assim como os controles ambientais eh e obviamente todas as informações obtidas ao longo da história de manufatura daquele produto precisam ser aplicadas como ganho como melhoria como sinalização né para um processo de né de de rodar o
ciclo de PDCA de melhoria contínua de forma apropriada qualificações de áreas então a gente observa algumas alterações ah trazidas pela Norma no que tange a qualificação eh por exemplo para qualificação deárea grau a não há mais especificações para partículas maiores que 5 micrômetros isso tudo em função eh de risco para o processo e da falta obviamente da da Incerteza né de de valores desse dessa monta então uma das razões fo aumento do risco de contaminação nas áreas estéreis então Eh contudo é importante destacar que esses parâmetros de qualificação aqui a gente observa também estabelecimentos Claros
de prazos para as áreas serem requalificadas né então a gente tem obviamente uma mudança nessas tabelas observamos alterações aqui quando a gente observa o grau a por exemplo né partículas acima de cinco não são mais especificadas desde que eh Caso haja uma avaliação de risco que essa Este controle seja importante ok que ele seja feito há uma certa flexibilidade né aqui também nós observamos uma certa flexibilidade Então esse itzin B esse itzin a fala um pouco sobre essas eh avaliações da empresa com base em risco então observamos alterações e essas alterações impactam nas empresas impactam
nas inspeções com toda a certeza porém no monitoramento nós vemos que há manutenção dos controles eh em operação tanto nas classes D né nesse caso como também para partículas maiores que 5 micrômetros como a gente vai ver aqui na frente então monitoramento né observa-se uma um requerimento para partículas acima de cinco e tanto em repouso quanto operação eh E no caso de de áreas classe D observa-se que não é pré-determinado contudo caso a empresa entenda necessário ela tenha que se fazer seja feita seja baseado num análise de risco e no CCS tá então uma das
questões mais interessantes aqui que eu que eu observo é que a O novo guia traz muitos conhecimentos na Norma ISO eh não reinventa a a roda traz informações da Norma iso para dentro do anexo então tem muita informação de utilidades tem muita informação de eh qualificação e classificação queem mais importante que eu destaco né No que tanja alarmes né o sistema deve ser frequentemente correlacionar cada resultado de amostra individual com níveis de alerta limites de ação e uma frequência tal que qualquer excursão potencial possa ser identificada eh coisas que nós já sabíamos que o monitoramento
de partícula deve ser realizado durante todo o período né E durante os processos críticos e que o volume é uma informação importante que o volume de amostragem durante essa esse monitoramento ele não precisa ser exatamente o volume utilizado durante uma qualificação diária desde que obviamente explicado com racional técnico Claro como bem colocado lá pelo pelo Leonardo né os controles de luva isso é muito importante então hoje a gente tem muito bem definido quais frequências são esperadas nível de esterilização desinfecção a estrutura da da da luva em si precisa ser um tal que resista a esse
processo como um todo e não acarrete riscos adicionais ao processo e que este controle obviamente de integridade seja feito eh no em local né em loco de uma forma confiável que esses equipamentos estejam adequadamente calibrados e este processo seja qualificado Então existe uma já bem estabelecido então agora pelo anexo este a frequência esperada então frequência mínima no início de cada lote ou campanha eh início e fim de cada campanha N é isso eh algumas alguns detalhes também adicionais sobre teste de luva quaisquer alterações mudanças espera-se também que seja feito o teste de integridade biod descontaminação
muito bem falado aí pela turma e um detalhe muito legal né a norma ela ela dá um enfoque muito grande ao peróxido de hidrogênio né Não fala muito de outras técnicas porém caso a empresa entenda isso como eh adequado para o processo é uma questão ao se analisar e se provar por meio de uma de um processo de validação eh Enfim então qualquer tipo de processo de desinfecção ele precisa ser adequadamente entendido validado e os principais pontos desafiados né com bioindicadores indicadores químicos também essa aqui é uma foto real de uma inspeção e aqui a
empresa alocou em diversos eh pontos críticos aqui por exemplo se não me falha a memória saída de um túnel ou específico no qual os frascos já passam por aqui então aqui já entra uma etapa crítica desse processo de exposição dos meus frascos aqui é um outro ponto crítico também dessa mesma empresa que gentilmente ofereceu me possibilitou a a cópia dessas imagens né Eh para a definição desses pontos né E você vê como é que ela tá esticada aqui né pegando o gancho do Leonardo Certamente eles estão usando algum dispositivo para esticar essa a luva e
de forma a Expor os dedos e toda a parte da luva ao processo de esterilização com peróxido de hidrogênio então esses desafios aqui são bem interessantes durante o processo de validação isso é obviamente é objeto de inspeção né gente anticar uma coisa que também é chovendo molhado nós já sabíamos dessas questões eh controles bem definidos de intertravamento controles bem definidos de tempo Ah para que o acesso uma outra porta seja permitido com base em a ciência né conhecimento técnico aqui uma inspeção também eh foto real de uma inspeção que participei em que havia sim controles
Claros eh de acesso né a planta a área mais crítica e um tempo pré-definido para abertura da porta mais que que dava acesso à área mais sensível então esse processo era controlado por sistemas eletrônicos tá E aqui eu é uma questão que parece um pouco óbvia né porém a gente observa muitas inspeções E que esse controle aqui é basicamente feito pelas pessoas ou seja eu encosto abro a primeira porta beleza e a pessoa que tá tá do outro lado ela consegue encostar na porta ou melhor no touch no sistema eletrônico e abrir a outra porta
não há um um controle não havia um controle eh baseado em limpeza né renovação do ar naquela sala isso foi considerado uma non conformidade falamos bastante aí um pouquinho aliás sobre pessoal e a importância da desqualificação também em áreas assépticas muito bem definida e que a qualificação deste pessoal passa P um processo uma simulação de processo asséptico bem sucedida nosso mediaf e todo cuidado na paramentação né hoje a gente vê o detalhamento que a Norma traz hoje para as etapas de paramentação para cada tipo de classe então ele é um exercício complexo muito complexo não
sei se eu tenho aqui antes aqui falar um pouquinho do comportamento então aqui a gente observa bastante coisa sobre o comportamento e com relação a questões que são observadas Hoje o tempo que se dispende numa inspeção para se verificar o comportamento é muito maior do que se fazia previamente então de forma a não se eh né Eh interromper ali o o primeiro ar no processo e aqui eu mostro para você eu vou ver se eu tiro o volume só um exemplo Deixa eu ver se eu consigo dar o start aqui ou não deixa eu tirar
o volume observem aqui o comportamento né numa área classificada das pessoas né como é que elas estão aqui é uma área classe c e aqui embaixo é uma área Classe A em tese né e eu não acredito que seja a mas foi dito no documento que era a então aqui a gente vê um modelo de de estrutura antigo que não tem RBS que não tem isolador que dificilmente sobreviveria a um anexo um ao modelo de anexo um né Ah enfim então aqui se a gente tivesse juntos aqui eu ia perguntar Quais são as as as
as não conformidades evidenciadas aqui como vocês mas não é o caso é mais vamos dar um foco aqui na questão do comportamento das pessoas Tá bom então falamos bastante sobre paramentação e Hoje existe uma uma uma definição muito bem detalhada sobre o que se espera em classe D C P e a então Eh Isso fica muito fácil para para aplicação para escrita de procedimentos por exemplo e é também obviamente para a realização de de uma inspeção então por exemplo luvas de borracha ou plástico adequadamente esterilizada e sem pó devem ser usadas ao se vestir a
roupas esterilizadas aqui para grau B né E umas coisas interessantes também enfim fala detalhes para C para D como nós bem sabemos vestimentos adicionais incluindo luvas e máscaras faciais podem ser necessário Graal C e D ao realizar atividades consideradas de risco de contaminação conforme definido pelo CCS Então esse esse termo conforme definido pelo CCS nós vemos de forma repetida possibilitando uma flexibilização com base num estudo técnico da empresa com base em conhecimento ah adquirido ao longo do tempo tá isso é é legal filtro Epa nós temos muita informação sobre testes que se esperam em relação
a aos filtros tempo para realização desses testes também dado a relevância dos mesmos né então aqui nós vemos por exemplo o prazo bem definido no caso de túnel de despirogenização e fornos eh no qual os zepas os filtros zepas de alta performance devem ser testados pelo menos a cada do anos para demonstrar a integridade dos Filtros e digo pelo menos então obviamente Pode ser que a empresa Entenda como um prazo necessário seja de um ano né Eh e obviamente aqui a a norma ela não fala de boas práticas de engenharia mas espera-se que essas essas
aplicações também sejam feitas ela é de boas práticas de fabricação Mas precisamos também nos atentar à boas práticas de engenharia para que os melhores padrões referências internacionais também sejam aplicadas filtração esterilizante muita discussão sobre esse tema né a a relevância da integridade do filtro para o o objeto final que é um produto confiável em termos de esterilidade e Óbvio os controles de de contaminação prévio à filtração né Isso é muito importante o bioburden para não sobrecarregar as filtrações uma eventual eh opção por uma filtração redundante por exemplo usando filtro de 45 micras e depois um
filtro de 22 é coisas que nós observamos métodos de de integridade no local né são coisas importantes também para diminuir o risco ao processo eh questões relacionadas sobre pupsit né que é o a o teste de integridade de filtro sendo feito antes e após o uso é uma uma questão requerida no anexo um porém o próprio anexo ele ele permite uma certa flexibilidade caso a a empresa obviamente Tome uma série de cuidados e a depender do tipo de processo do tipo de produto do volume dentre outras questões e a empresa precisa tomar o cuidado de
evitar qualquer mascaramento de filtro né que é o que a a molécula da substância pode eh alocar num determinado parte do filtro E aparentemente o filtro eh se mostrar íntegro durante o teste mas permitir que sim sejam ainda eh liberadas pequenas eh o bactérias passem por microfuros então a questão de mascaramento de filtro é uma questão importante Eh caso a empresa opte por não fazer esse teste ou entenda Tecnicamente que não é necessário Então essa é uma questão que a gente discute aqui toda a reunião toda toda inspeção eu trago aqui alguns artigos algumas orientações
também adicionais e que mais monitoramento ambiental partículas viáveis não viáveis temperatura umidade modelos sistemas que são aplicados né formas que são realizadas frequências muito claro também que é ficou determinado que partículas viáveis não é permitido qualquer crescimento microbiano né isso aqui durante os processos assépticos nós temos as nossas tabelas eh comparativas também da in 35 e do anexo 1 e mostrando aqui que durante o monitoramento de ar placa de sedimentação placa de contatos eh né o monitoramento também dos operadores das luvas fica muito bem definido então agora para classe A sem crescimento então não existe
mais essas essas informações aqui ligeiramente ambíguas e que gera uma série de dúvidas correto e Óbvio cresceu investiga Analisa causa raiz é o que se espera minimamente que mais ã o aumento dos locais de amostragem para áreas críticas deve ser considerado tá então a definição de locais críticos precisa ser Baseado Em numa análise de risco um mapeamento bem definido com as localizações bem organizadas e definidas para não gerar também falhas na locação dessas placas e desses controles né Eh que mais no caso em que a contaminantes estejam presentes devido ao processo envolvido nação danificar o
contato por exemplo organismos vivos produtos em pó tal a frequência e estratégia empregada devem ser Tais que garantam a classificação ambiental antes depois da exposição ao risco então uma série de detalhes caso a caso a depender do tipo de produto que se fabrica né Tem produtos muito específicos produtos biológicos produtos radiofármacos que aí eh é uma análise caso a caso e que leve em consideração o risco ao produto também durante esse monitoramento isso aqui nós falamos né A questão do da avaliação de risco prévia com base em conhecimento técnico locais críticos de monitoramento e obviamente
esses locais eles podem ser alterados conforme a observação ao longo do tempo realocados também obviamente explicando detalhando os as razões da da mudança eh então estudos também informando sobre a a visualização do ar né no caso do monitoramento o exemplo de partículas eh totais é fundamental estudos de fumaça em diversas etapas é o que a gente observa e e vai requerendo é que seja realmente sejam feitos estudos de fumaça eh mostrando Além da questão do primeiro ar as questões relacionadas à unidirecional eh se o a realmente é unidirecional e se respeita se é respeitado também
a questão de diferencial de pressão entre áreas etc níveis de alerta e limites de ação apropriados para resultados de monitoramento viáveis de partículas né no caso do CCS eh devem ser incluídos também avaliações de desvios excursões organismos eh recuperados que possam indicar uma perda de controle determinação de limpeza Enfim então é um processo vivo né o CCS ele possibilita a ideia que seja um processo vivo de melhoria contínua no qual limites de ação e Alerta podem ah ser alterados Lembrando que a ação o limite de ação ele precisa ser inferior às especificações né mas eu
já observei a alterações de limite de alerta as empresas fazendo essas alterações com base em ciência tecnologias muito bem colocado não vou me alongar e pelo Leonardo pela turma então espera-se obviamente como eu coloco eh tá tudo Tá tudo bem Acabei D apertando no botão aqui não sei se o saí legal estamos aqui bom B sim Felipe o nível de automação cada vez maior né E que as empresas que não tê esses sistemas elas comecem imediatamente a estudar a possibilidade de inclusão desses sistemas que possibilitam um controle adicional aqui a gente vê um impacto regulatório
né Sem dúvida eh eu tô no segmento farmacêutico há cerca de 20 anos trabalhei em 2005














![I Replaced ALL my ADOBE APPS with these [free or cheaper] Alternatives!](https://img.youtube.com/vi/5EfqHg49kMk/maxresdefault.jpg)